Keywords
Abstract
The development of alternative liquid fuels based on renewable and secondary carbon-containing feedstocks is of strategic importance due to growing shortage of fossil resources and increasingly stringent environmental requirements. This review analyzes the current state of research in the field of alternative liquid fuels for engine and power systems. The most significant achievements and limitations that hinder the extensive practical use of biofuel compositions are outlined. The nomenclature of raw materials is defined. The requirements to the main properties of components of alternative liquid fuels are formulated. The most promising production processes are characterized. The possibility of integration of hybrid engineering solutions into existing plants is substantiated, considering multicriteria selection of components and catalysts, which opens up new prospects for the development and scaling of sustainable fuel systems. The techno-economic and environmental features of the thermal conversion of fuels in engine and power systems are identified.
The bibliography includes 410 references.
1. Introduction
The natural and technological challenges stimulated the formation of a large research area related to the development of alternative liquid fuels composed of petroleum and non-petroleum components.[1]These fuels are called liquid fuel blends and categorized as first-, second-, and third-generation fuels.[2] The main incentive for the development of these processes is to tackle global-scale challenges related to the environmental protection [3] (reduction of greenhouse gas emissions, disposal of industrial and municipal waste, release of areas occupied by this waste), energy generation [4] (increase in the calorific value of fuels, minimization of underburning, reduction of the consumption), economy (expansion of the range of raw materials, decrease in the cost of generated energy, development of new processes and upgrading of the existing processes for raw material conversion), and geopolitics (development of the fuel and energy sector relying on the resources available in particular region, increase in the energy and technology self-sustainability of regions and countries).[5]
Analysis of statistical data (Fig. 1) [6-8] provided the conclusion that in the next five years, the demand for biofuels would exceed 38 billion liters,[9] and the global consumption of biofuels would reach 17% by 2025.[10] The largest amounts of biofuels in the world are produced in the US and Brazil. The United States account for 48% of the global biofuel production, and approximately 28% of biofuels are produced in Brazil.[7] It is worth noting that the major product is ethanol, which accounts for 66% of the whole biofuel production, while biodiesel produced by transesterification accounts for 28%, and the production of renewable diesel by hydrocracking makes 6%.[8]
![[{"id":"sKIOk6Em8L","type":"paragraph","data":{"text":"Statistics of biofuel production in the world.<sup>6–8</sup>"}}]](/storage/images/resized/61O5MJ2tKysOFh7kh1xLfGXdBn3kZhb0ZeRuiLtt_xl.webp)
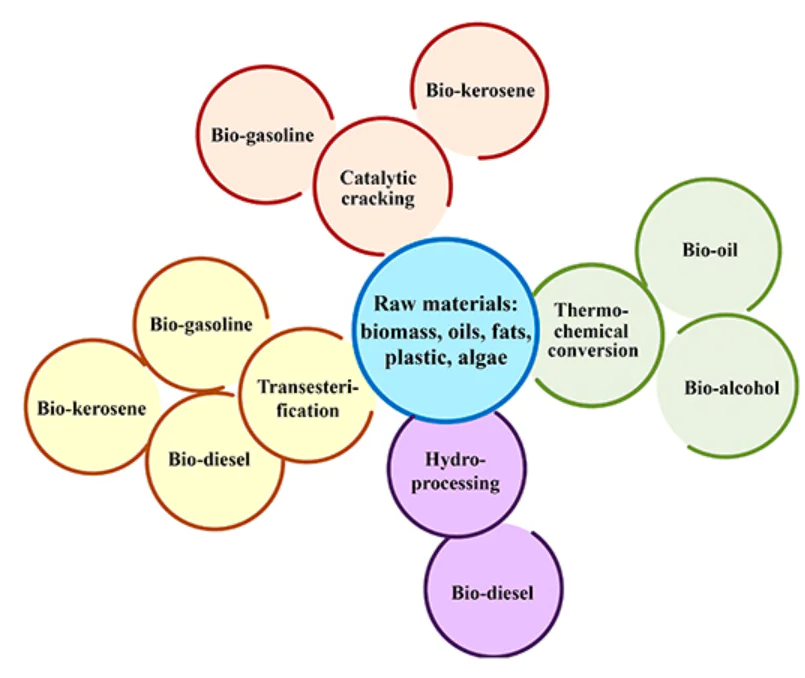
The fuel components include[2] wastes from coal beneficiation, oil refining, polymer processing, agriculture, and wood processing industry; used industrial oils, vegetable oils (rapeseed, tall, cameline, palm, olive, sunflower, and jatropha oils), fatty acid esters, process effluents, resins, cooking fats, silt and hydrate deposits, and microalgae. The following processes are considered to be most promising for the production of alternative liquid fuels:[11] transesterification,[12] catalytic cracking,[13] hydrocracking,[14] and Fischer – Tropsch synthesis (FTS).[15] Attempts have been made to develop hybrid processes (as several stages to prepare a set of useful intermediates and final products) based on the above-mentioned reactions, with the key input parameters being varied over wide ranges.[16]
Alternative liquid fuels are meant for power installations and land, marine, and aircraft engine systems. Biodiesel fuels,[17] biogasolines,[18] and biokerosenes [19] are widely known. In practice, the most stringent requirements to the fuel quality are imposed on biokerosene, which is called sustainable aviation fuel (SAF; this term, approved by the International Civil Aviation Organization, defines a group of low-carbon aviation fuels that make it possible to reduce the anthropogenic impact on the environment).[20] Recently, the results of experimental [21-25] and theoretical [26-28] studies of the properties and characteristics of the thermal conversion of SAF fuels have been reported. Great expectations are associated with a decrease in the anthropogenic emissions to the atmosphere from the engine systems of passenger and cargo aircrafts that use such fuels. It was shown [29] that the use of mixtures of Jet A-1 fuel with a synthetic component reduces the concentrations of anthropogenic emissions by 50 – 70% compared to those for petroleum-based jet fuels. The use of these fuels in combination with hybrid electrical systems [20][30] and solar batteries [31] appears promising.
An obvious advantage of the prospective synthetic fuels compared to other energy sources is that they can be used without significant changes in the design of installation fuel systems or the ground fuelling infrastructure. During the last 20 years, there have been several hundred thousand flights using alternative jet fuels.[32] The first biofuel flight was made from London to Amsterdam in 2008 using a mixture of 80% petroleum-based fuel and 20% coconut oil biofuel.[33] Promising synthetic fuels for engines have been obtained from microalgae,[34][35] sugar cane,[36] liquid hydrocarbons, in particular, diesel fuel and biodiesel,[25] sewage sludge,[21] animal fats and vegetable oils,[37-39] municipal waste,[37] and genetically modified organisms.[40] The international commitments [20] adopted by developed countries indicate that by 2050, greenhouse gas emissions should be half those of 2005. It is expected [20] that the demand for aviation fuel will reach 850 million tonnes by 2050. Large-scale use of synthetic fuels will be necessary to meet CO2 reduction requirements in the long term.
The use of blended fuels and their mixtures requires the knowledge of their properties, characteristics of thermal conversion during combustion, gasification, and pyrolysis, as well as the operating parameters of the corresponding facilities. Pyrolysis processes of polycyclic hydrocarbons of biological origin have been studied;[41-43] the kinetics of pyrolysis and combustion of farnesane, α-farnesene, and β-farnesene, which can be used as components of jet biofuels, has been determined.[44][45]
Pyrolysis of p-menthane, an isoprenoid hydrocarbon that is added to fuels to increase the energy density and fluidity, has been investigated.[46] The integrated task is to develop synthetic fuels that would meet a wide range of requirements to performance characteristics (as a rule, 30 to 50 specification values). Attempts have been made to take into account the set of imposed requirements using multi-attribute optimization [34] and multicriteria methods [47] for the choice of components and their concentrations. The research in the field of synthetic liquid fuels covers the following stages: justification of choice of raw materials and synthesis processes, production, stabilization, storage, transportation, atomization, combustion, and emission neutralization and disposal.
The preparation of synthetic fuels at oil refining plants is performed using complex multistage processes including production and mixing of hydrocarbon streams involving various fractions from extensive crude oil processing such as catalytic cracking and hydrocracking.[48] It is difficult to take into account the non-additivity of main chemmotological characteristics of fuel quality and the content of basic components, which often leads to lower product quality and higher production costs due to excessive consumption of expensive components. The fuel composition should be calculated and optimized with allowance for the mixing parameters; this would reduce the amount of substandard fuel and decrease consumption of expensive components such as alkylated and isomerized products and functional additives. The task becomes even more complicated when dealing with synthetic fuels. One way to increase the energy and resource efficiency of the production of high-octane fuels for various purposes taking into account the physicochemical regularities of each production stage is to optimize and predict the operating conditions of multistage processes by testing the integral characteristics of heat and mass transfer, atomization, ignition, combustion, and coking. In view of diversity of the applied feedstocks and importance of simultaneous control over a number of quality characteristics of the fuel, it is necessary to arrange problem-oriented laboratories and industry centres intended for integrated estimation of characteristics for the main life cycle stages of components and the synthesized alternative fuels using as small amount of the fuels (produced in small amounts) as possible and short testing times. The foundation of such laboratories requires, first of all, raw material optimization in terms of components, catalysts, and additives, the main production processes, properties and characteristics, and techno-economic evaluation of the cost efficiency. It is important to organize cooperation of leading research groups for each stage of the life cycle to combine efforts and apply the best technological solutions. In the Russian Federation, this task has not yet been ultimately solved. It is expedient to analyze the achievements of relevant research groups and common challenges that can be overcome together and thus produce effective (in terms of the set of the key criteria) commercial components and fuel blends. This motivated us to write the present review.
The purpose of this review is to integrate the known data of theoretical and experimental studies and different-scale tests and use the results for defining the most promising trends for the production and consumption of alternative liquid fuels considering the latest achievements in science and technology.
2. Raw materials and categorization of alternative liquid fuels
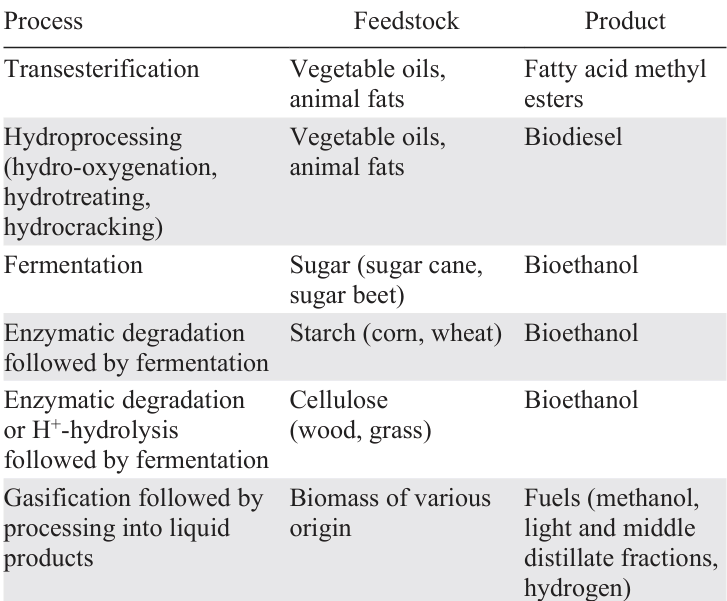
Alternative liquid fuels are mixtures composed of renewable natural raw materials (biofuels)[49-57] and mixtures synthesized from industrial and municipal wastes.[58-68] Biofuels belong to the category of renewable energy sources obtained by various methods of raw material processing (Table 1).[69][70]
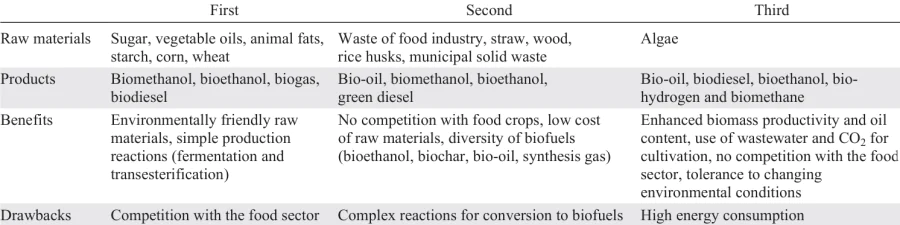
According to the International Energy Agency,[71] the global demand for biofuel has increased in 2024 by 11%. In 2023, the global market of biofuels was estimated at 123.98 billion dollars with a growth rate of 7.02%. It is expected [71] that the global market of biofuels would reach 243.37 billion dollars in 2033. The production of efficient biofuels is a strategic task of the Russian Federation for a number of energy, environmental, economic, engineering, and geopolitical reasons.[72] Depending on the particular raw material, first-, second-, and third-generation biofuels are distinguished (Table 2).[69][70]
In a report of the International Solid Waste Association (ISWA),[73] it is predicted that the amount of formed municipal waste (MSW) would increase to 3.8 billion tonnes in 2050 from 2.1 billion tonnes in 2023. In view of the relevance of efficient waste processing problem, municipal solid waste is considered as a raw material of choice for biofuel production (Table 3).[58][59] [63][66][68] [74] The use of municipal solid waste in the production of biofuels solves two problems: reduction of the amount of waste and development of closed-loop economy. This type of raw material does not require special soil preparation, its amount is constantly replenished, and there is a well-established collection and delivery system,[75] which does not require additional capital investment.
The development and use of alternative liquid fuels, including biofuels and mixtures derived from waste is a strategically important area of power engineering. First-, second-, and third-generation biofuels decrease the dependence on fossil sources, reduce greenhouse gas emissions, and contribute to optimization of waste management. Switching to higher-generation biofuels decreases the competition with food crops and increases the environmental sustainability of their production.
The growth of demand for biofuels, which is predicted for the next decades, indicates the need to improve the industrial processes for their production, enhance the cost efficiency, and develop the regulatory and legal framework. In this regard, scientific research aimed at increasing the yields of the target products, reducing the energy expenditure, and improving the environmental characteristics of biofuels is of great importance.
3. Synthesis technologies
To date, scientific grounds have been developed for several production processes of liquid biofuels, which are currently at different stages of design and implementation, including industrial processes (Fischer – Tropsch synthesis, catalytic cracking); pilot and small-scale processes (hydroprocessing of vegetable oils and their mixtures with oil fractions, production of liquid fuels and olefins by hydroprocessing of polymer waste); and methods under research (transesterification).
3.1. Transesterification
The use of plant-derived components as a feedstock for biofuels is an efficient way to attain the required environmental characteristics of gas emissions from engine and power systems.[76] Among biofuels that are most widely used in diesel engines, special mention should be made of vegetable oils and their derivatives such as methyl, ethyl and butyl esters.[77][78] The performance characteristics of engines operating on biofuels and their mixtures with other fuels, mainly petroleum-based diesel, have been studied.[78][79] The use of vegetable oils and esters as fuels by themselves is difficult due to the differences between their physicochemical properties and those of traditional petroleum-based diesel. This brings about problems in the operation of diesel installations on vegetable oils and esters. These problems include poor characteristics of fuel supply and atomization caused by higher viscosity and density. The fuel supply process in diesel engines operating on vegetable oils and related fuels has been investigated quite comprehensively. The main regularities have been established. Recommendations on upgrading particular blocks, units, and the whole systems were formulated. Characteristics of fuel supply and atomization for diesel systems operating on vegetable oil-derived fuels and recommendations for improvement of these processes were formulated.[78] The properties of vegetable oils and their blends with petroleum diesel fuel and flow characteristics of the fuel in the parts of fuel supply system were studied.[80]
Biodiesel is a renewable fuel derived from processed biological raw materials (vegetable oils and animal fats).[80-82] There are various methods for the use of vegetable oils in engine systems:[83] pyrolysis, microemulsification, direct blending with diesel fuel, transesterification. The major method for the production of biodiesel is transesterification, that is, conversion of triglycerides present in vegetable oils and animal fats into fatty acid esters.[84] The conversion of oils to fatty acid esters occurs in the presence of catalysts, which can be homogeneous [39][85] or heterogeneous.[86][87] The homogeneous catalysts are usually represented by acids (sulfuric or sulfurous) or alkalis (potassium and sodium hydroxides). The transesterification catalyzed by alkalis proceeds faster than the acid-catalyzed transesterification.[88] Homogeneous catalysts have lower cost and consumption; they are able to ensure a high rate of product formation. The removal of homogeneous catalysts is a labour-intensive process, requiring repeated washing, which is accompanied by the formation of by-products such as soap and water.[89] Alternatively, the reaction is carried out with solid heterogeneous catalysts (calcium, zinc, and magnesium oxides), which can be separated by filtration. These catalysts can withstand high humidity, but their extensive use is restricted due to leaching and lower reaction rates.[90]
The possibility[91] of conducting transesterification of vegetable oils in supercritical methanol (p = 200 – 204 atm, t = 329 – 331°C, MeOH/oil = 2 v/v) without a catalyst makes this process less dependent on the type of oil and, hence, more versatile, because biodiesel can be obtained in this case from a mixture of various vegetable oils, with the composition of the target product being almost invariable. A catalytic system [92] derived from a natural source (waste egg-shell) incorporated into transition metal oxides can serve as a bifunctional heterogeneous catalyst, which is renewable and biodegradable and has a low environmental impact; this catalyst can convert used cooking oil into fatty acid methyl ester. An active and reusable heterogeneous catalysed based on strontium oxide (SrO) can be used in a continuous flow reactor for large-scale biodiesel production.[93] The coefficient of oil conversion to biodiesel decreases from 99.9 to 97.9 wt.% over six reaction cycles. The reactant molar ratio and the catalyst amount were found [94] to influence the yield of biodiesel in the acid-catalyzed transesterification of sunflower oil with isopropyl alcohol. According to the results, the highest biodiesel yield (98%) is attained at a reactant molar ratio of 25 : 1 and a catalyst (H2SO4) concentration of 2 wt.%. It was shown [95] that during the formation of fatty acid ethyl esters, ethanol rapidly and irreversibly inhibits the enzymatic activity of the prepared biocatalysts, while in the presence of ethyl acetate, biocatalysts operate for hundreds of hours at the optimal oil to ethyl acetate molar ratio of 1 : (15 – 20). The half-life of the biocatalysts in the transesterification of vegetable (sunflower) oil with ethyl acetate was 720 h at 40°C, with the yield of products being 60%. It was proved [96] that the yield of biodiesel is determined by a set of factors, including the acid number of the starting material, water content, and reaction conditions. As a result, deep frying oil was identified as the most appropriate feedstock for the biodiesel production. Tall oil can be transformed into biofuel for a considerably lower cost than alternative bioresources such as soybean, sunflower, or rapeseed oil,[97][98] because of the lower cost of the raw material.[98][99] Lignocellulose, the pulping of which produces tall oil as a by-product, currently accounts for a significant portion of biomass.[98]
Vegetable oils have high viscosity, which is a serious disadvantage for their practical use as fuel components. High fuel viscosity decreases the efficiency of fuel supply and atomization processes and leads to nozzle coking.[99] Known methods for decreasing the viscosity of vegetable oils include transesterification,[100-102] pyrolysis,[103][104] microemulsification,[105][106] and mixing of biocomponents with petroleum-based fuels.[107][108] The molar ratio glycerides to alcohol, the catalysts, the reaction temperature and time, the contents of free fatty acids and water in oils or fats affect the biofuel yield and characteristics.[109] The duration of transesterification also influences the reaction rate. The optimal reaction time is 2 – 3 h;[110-116] an increase in the time does not result in a higher yield of the biofuel.[117] Therefore, increasing duration of the process is inexpedient. When the reaction time is too long, the amount of the final product may decrease because of transesterification reversibility, resulting in the loss of esters and formation of soap, which increases the viscosity of the liquid.[118][119]
3.2. Synthesis of liquid hydrocarbons from biomass and carbons
Biomass of various types can be processed, as well as virtually any other type of carbon-containing raw material (natural or secondary), into CO and H2 mixtures, and, consequently, it can be included in the production chain of hydrocarbons (Fischer –Tropsch synthesis) and/or oxygenates (primarily, alcohols). In the general case, before gasification, biomass requires mechanical (crushing, moulding) and thermal pretreatment (drying, torrefaction, hydrothermal carbonization, and, in some cases, pyrolysis) followed by purification to remove undesirable components.[120] Biomass gasification is described by the following key reactions:[120][121]
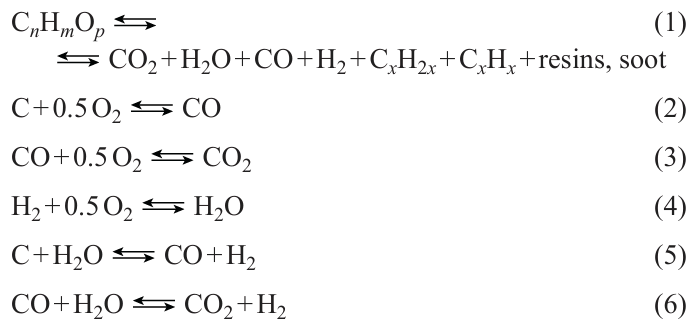
This process is performed using pure oxygen or air oxygen, without or with addition of steam (autothermal gasification). Fixed-bed (downdraft and updraft), moving-bed, and fluidized-bed gasifiers are used.[122-127] The gas formed upon the biomass processing may contain undesirable impurities such as O2, NH3, HCN, NOx, H2S, COS, HCl, aromatic compounds, and resins. The resins can be processed to СО and Н2 at an additional cracking stage or be removed by oil absorption.[128] The remaining oxygen is removed using Cu – Zn/zeolite or Pd/Al2O3 type catalysts or specialized membranes. Nitrogen-containing gases are either absorbed (ammonia) or decomposed to nitrogen, particularly on zeolite catalysts. Sulfur-containing gases are removed using chemisorbents like ZnO.[129] The synthesis gas obtained in this way is enriched in СО (the usual molar ratio H2 : CO ≤ 1; for gasification of bio- and hydro-chars, the molar ratio H2 : CO ≤ 0.3); depending on the raw material, a considerable amount of CO2 may be present [usually H2 : (CO + CO2) ≤ 0.5]. If gasification is carried out using air, nitrogen accounts for 55 – 60% of the total gas volume.[120] The transformation of synthesis gas of such composition into fuel products is faced with a number of difficulties, although the Fischer – Tropsch synthesis is the best known process for the preparation of alternative hydrocarbons. If, regarding the conditions and the type of catalyst (cobalt-, nickel-, and ruthenium-containing catalysts), this process can be completely, or nearly completely, reduced to the title reaction, which can be presented in the simplified form as

then for the initial gas with the above-described composition, the CO conversion per pass cannot reach even 50%. In the presence of iron-based catalysts, the major Fischer – Tropsch reaction is accompanied by active water gas shift reaction, which involves the released water. For an ideal case of complete consumption of water, this makes it possible to write the overall equation:

When the above catalysts are used, processing of synthesis gas based on biomass is the preferable process. However, in this case, an additional problem is the formation of even a large amount of undesirable CO2. Quite a few approaches have been proposed to solve this problem by controlling the composition of synthesis gas with excess contents of carbon oxides.[130] Examples of such solutions include the use of reverse water gas shift reaction to increase the CO : CO2 ratio; recycling of the Fischer – Tropsch synthesis effluent gas with intermediate conversion of the formed methane to synthesis gas components; recycling of the effluent gas enriched in hydrogen resulting from dehydrogenation of the formed alkanes; and selected injection of H2 produced in other processes.
The behaviour of catalysts for synthesis gas conversion to fuel products in the presence of excess carbon oxides in the synthesis gas has a lot of specific features unrelated to the need to utilize these carbon oxides. The primary issue is the control of selectivity: the molecular weight distribution of the formed hydrocarbons is often (although far from always) described by the Anderson – Schulz – Flory one-parameter equation
where a is the selectivity parameter of FTS, according to which the selectivity to fractions corresponding to fuel products (С5 to С10 – 11 hydrocarbons: naphtha, low-octane gasoline; С11 to С18 – 20 hydrocarbons: high-cetane diesel) cannot be higher than a definite value, amounting to 45% for naphtha at a ≈ 0.76 and 30% for the diesel fraction at a ≈ 0.9.[131] The violation of the Anderson – Schulz – Flory distribution causes excess formation of methane or a local increase in a values for long-chain hydrocarbons, which induces increased formation of C19+ alkanes. In both cases, additional (although quite different) processes are needed to manage these excess products.
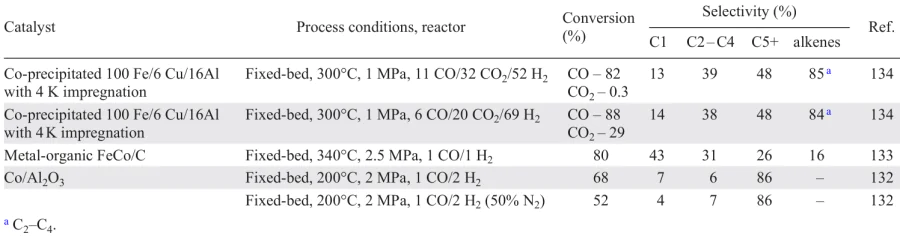
Since the hydrogenating role of Н2 in the FTS mechanism includes, in particular, the termination of growth of eliminated chains, it can be expected that Н2 depletion of synthesis gas, all other factors being the same, would be favourable for the increase in α. According to the cited publication,[131] in the case of Fe-containing catalysts of compositions varying over wide limits, a change in the Н2 : СО molar ratio (decrease from 5 to 0.5) causes an increase in α from 0.6 to 0.7 – 0.75. This is accompanied by non-monotonic change in the overall activity. As can be seen, the changes in selectivity are moderate, which is in line with other studies [132-134] (Table 4) in which CO2-rich gases with different hydrogen contents were tested. An increase in the content of hydrogen resulted in a sharp relative and absolute increase in CO2 conversion, most likely, because of acceleration of reverse water gas shift reaction. When the content of СО2 in hydrogen-rich gas decreased (down to zero) in the presence of the above-indicated catalyst, the selectivity to methane slightly increased and the selectivity to gaseous olefins decreased.
The effect on mutual replacement of СО and СО2 on precipitated and impregnated iron and cobalt catalysts supported on various materials (for hydrogen-rich gases, Н2 : С = 7 : 3 at 200 – 300°С and 1 MPa) was investigated.[135] In the case of cobalt catalysts, it was concluded that СО2 acts as a diluent and disrupts the selective СО inhibition of the surface. Therefore, the predominant product of conversion of CO-depleted synthesis gas is methane, which is the thermodynamically most favourable hydrocarbon product. Thus, cobalt catalysts are considered to be inappropriate when CO-depleted gas is used. Conversely, K-promoted iron catalysts, prone to catalyze both the forward and reverse water shift reactions, barely change the selectivity. This is also true for cobalt catalysts with mixed initial gases. When the Н2 : СО molar ratio decreases from 3 : 1 to 1 : 1 (220°С, 1.8 MPa), the precipitated Co – Pt/Al2O3 catalyst shows [136] some decrease in the selectivity to methane (from 97 to 94%; no products above С4 were detected).
In view of the above, the bimetallic Fe – Co systems are of particular interest for the conversion of synthesis gas of a definite composition. As a vivid example, one can consider results [133] obtained for metal-organic structures, advanced catalysts that currently arouse a lot of interest. A carbon matrix containing a bimetallic Fe and Co composition differs from a similar sample containing only Fe by high selectivity to methane (43% vs. 24%) and lower selectivity to olefins (16% vs. 50%). The total СО conversion is 80 and 70%, respectively. However, the formation of CO2 remains invariably high (50 and 48%, respectively). In this respect, the bimetallic samples bear similarity to monometallic Fe-containing catalysts, while in terms of increased methane formation, they resemble cobalt-containing catalysts. The synergism of the two metals regarding the syngas conversion to С1 products turns out to be negative from the practical standpoint.
The biogas obtained using air oxygen contains a large amount of N2. A comparison [132] of characteristics of the conversion of 1СО/2H2 (mol/mol) syngas samples undiluted and diluted with 50% N2 , all other factors being the same, revealed minor changes in the selectivity and some decrease in the conversion (see Table 4).
The synthesis gas conversion to condensable hydrocarbons via the intermediate formation of methanol using metal zeolite catalysts is the main alternative to the syngas conversion by the Fischer – Tropsch synthesis:
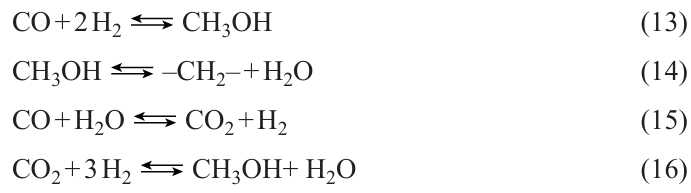
The 1СО/2H2 (mol/mol) composition of synthesis gas is considered to be most appropriate for this process.[137] Nevertheless, there are publications in which synthesis gas compositions similar to those produced from biomass were also tested. The catalyst consisting of Zn – Cr combined with the ZSM-5 zeolite subsystem commonly used for high-temperature methanol synthesis may provide[138] highly selective formation of both overall liquid hydrocarbons and aromatic compounds among them (Table 5);[138-140] however, the last-mentioned characteristic as well as relatively high selectivity to CO2 (65 – 70%) are poorly compatible with the modern paradigm of production of artificial liquid fuels.
Considerable interest is attracted by the use of Mo + zeolite type systems where not only methanol, but also higher monohydric alcohols can be formed as intermediates of the hydrocarbon synthesis. The 5 wt.% Mo/Y catalyst obtained by impregnation differed by the fact [139] that the resulting condensable hydrocarbons contained relatively low amounts of aromatics (8% vs. 30 – 80% for β-zeolites and HZSM-5 with various SiO2 to Al2O3 ratios) and more than 50% branched aliphatic hydrocarbons and naphthenes (this is much better than for β-zeolite and somewhat better than for HZSM-5). The selectivity to condensable hydrocarbons was substantially higher, although still clearly insufficient (50% vs. 10 – 40% for other samples). The same is true for the overall hydrocarbon selectivity (selectivity to СО2 was ≈ 40%, while that for other zeolites was up to 60 – 70%). The total CO conversion over Mo/HZSM-5 can be 1.5 – 2.0 times higher than that achieved for the Y-based system.
Upon switching [140] from the conventional syngas composition (2H2 : 1CO) to a composition resembling that of the biomass conversion product (not only 2H2 : 1CO ratio, but also much higher dilution with N2 , Table 5), the total conversion of CO and the methane selectivity noticeably change; the selectivity to highly aromatic C5+ products is much lower than that for the analogous Mo/HZSM-5 catalyst.[139]
The industry is interested in the development of new high-performance catalytic systems for FTS.[141-146] Efforts have been directed not only towards increase in the performance of existing and new catalysts, but also towards the discovery of new approaches and principles for the development of catalytic systems, their conceptual and practically effective combinations with different reactor designs using fixed (pelletized or microchannel) or fluidized (two- and three-phase) catalyst beds.
The first industrial production of hydrocarbon fuels by FTS was implemented in Germany in the early 20th century; products of brown coal gasification served as the feedstock for syngas production. Subsequently, FTS was further developed in the Republic of South Africa.[147] The first industrial plant producing liquid products from natural gas by low-temperature FTS was launched in Malaysia and had a relatively small capacity (14 700 barrels per day). A larger plant (34 000 bpd) was put in operation in Qatar in 2007. Later, the largest existing plant for this process (140 000 bpd) was commissioned also in Qatar.[147][148] Virtually all these facilities, irrespective of their capacity, are designed according to similar principles. In the first stage, the feed is converted to synthesis gas with an appropriate ratio of the components. The FTS unit directly follows this. Then the products of synthesis are separated and refined (hydrocracking, isomerization).
The world’s first plant for the gas processing to liquid hydrocarbons according to the Sasol Synthol process was brought on-stream in 1992 in Mossel Bay (Republic of South Africa).[147] In 2016, construction of a gas-to-liquid (GTL) conversion plant was completed in Oklahoma City (USA), using a slurry reactor with a cobalt catalyst, which demonstrated high efficiency. This plant converted landfill gas (rich in methane) to liquid products, particularly, diesel fuel, aviation fuel, and various chemicals. In 2017, projects for modular design and construction of mini-GTL plants were initiated.[149] Hydrocarbon-containing waste, including wood waste, served as the feedstock for the production of synthesis gas. High-performance microchannel reactor designs were used.[150] The patented catalyst was based on Co as the major component; Re and Pt catalysts were used. The microchannel technology markedly increased the efficiency (including energy efficiency) and capacity of the process, primarily due to a significant (10-fold) decrease in the total volume of the reactor.
Another example of FTS implementation is the mini-GTL 300 unit operating since 2017 at the GasTechno Dimond site in the USA, which produces up to 24 barrels per day of liquefied petroleum gas (LPG) and gas condensate.[151] An additional ‘methanol in a box’ production unit, which produces up to 40 bpd of liquid crude methanol from dry gas, was put in operation at the same place in 2018. One more example is a plant located at the coastal terminal of the CENPES research centre (Rio de Janeiro, Brazil).[150] This facility provides good access to actual sources of associated gas from nearby offshore oil fields, as well as the necessary local utilities. At the end of 2011, after a period of testing that covered all compositions of the initial gas existing at the time, the process was approved for commercial use. Currently, there are few large-scale production facilities based on FTS in operation. The main efforts of the scientific and engineering communities around the world are aimed at the design and industrial implementation of low-capacity units for efficient processing of a wide range of carbon-containing raw materials into commercial products.
The industrial production in the Niger Delta (Escravos GTL, joint plant of Shevron, Sasol, and the Nigerian National Petroleum Company, 33 000 bpd of naphtha and diesel) is another example of utilizing the resources of coastal gas fields.[152][153] The construction of the units started in 2005, and the operation started only in 2013; the plant is considered to be unprofitable, but it is still functioning.[154]
In Russia, several research centres are actively engaged in the design of catalytic systems for the production of liquid hydrocarbons by the Fischer – Tropsch synthesis. At the A.V.Topchiev Institute of Petrochemical Synthesis of the Russian Academy of Sciences (TIPS RAS), a large scientific school on catalytic systems for FTS, founded by A.N.Bashkirov, a well-known Soviet scientist, has been developing since the 1940s. The researchers pay attention to not only the development of new catalysts, but also fundamental analysis of the structures of catalyst active sites and the surface mechanism of the synthesis.[155-160] Particular attention is paid to the development of ultradisperse (nanoscale) catalysts for the three-phase suspension process. The obtained catalytic systems were successfully scaled up and applied in a bubble type pilot column reactor.[161-163] This works were initiated by Academician S.N.Khadzhiev, an outstanding Soviet and Russian petrochemist. Nanoscale catalysts based on biopolymers, in particular cellulose and lignin, the main structural components of plant biomass, are being actively developed and tested at TIPS RAS. The distinctive features of these systems are high activity, high performance, and the absence of the preliminary activation (recovery) stage.[164-166]
At the N.D.Zelinsky Institute of Organic Chemistry of the Russian Academy of Sciences (ZIOC RAS), studies dealing with FTS were initiated by outstanding chemist Ya.T.Eidus. Subsequently, this line of research was comprehensively developed by famous scientist A.L.Lapidus and his numerous followers. They studied in detail the behaviour of various cobalt-containing catalysts, including those promoted by a wide range of additional components and modified with zeolites to achieve higher selectivity to aromatic compounds and determined the role of the combination of metal and metal-oxide sites for the chain propagation mechanism.[167-171]
Researchers of the G.K.Boreskov Institute of Catalysis, Siberian Branch of the Russian Academy of Sciences (BIC SB RAS), who are recognized experts in the kinetics of catalysis, also pay considerable attention to the development of catalytic systems for the Fischer – Tropsch synthesis. Researchers of BIC SB RAS published a series of papers[172-174] reporting the FTS mechanism, studies of catalytic systems and mechanisms of catalyst deactivation, and design of new high-capacity reactors. The combination of in-depth theoretical studies and vast practical experience in the field of industrial catalysis provided the development of reproducible catalytic systems that meet all the requirements of a modern production process.
The M.I.Platov South Russian State Polytechnic University is one of the centres engaged in the development of highly active catalysts for FTS.[175-178] An industrial FTS unit with a capacity of 50 thousand tonnes per year operated in Novocherkassk since 1952 for more than 50 years. This made it possible to form a research team specializing in the development of catalysts for FTS. To date, this research team has composed a large database characterizing FTS products.[175-178]
It is also important to mention original combinations of catalysts and reactors of non-standard design developed at the Technological Institute for Superhard and Novel Carbon + Materials.[179][180]
As indicated in the beginning of this Section, biomass can be subjected to thermal pretreatment (hydrothermal carbonization or torrefaction), which may yield intermediate carbonized material, conventionally called biochar. This opens up yet another way for the preparation of liquid hydrocarbons from biomass without the syngas production stage, that is, the use of approaches developed in the field of coal hydrogenation. This process (as well as the above-mentioned hydrothermal carbonization, the interest in which was revived at the turn of the 21st century [181][182]) was discovered in the early 20th century by F.Bergius,[183] and between 1925 and 1945 it was actively developed and used. As a result, the amount of fuel produced through hydrogenation exceeded that produced by the Fischer –Tropsch synthesis. At the same time, a two-stage method of hydrogenation was proposed. In the first stage, coal was converted (in the presence of Mo- or less expensive Fe-containing catalysts) into long-chain hydrocarbons, which formed mixtures similar to high-boiling oil fractions; in the second stage, these hydrocarbons were cracked (similarly to heavy oil fractions) in order to obtain gasoline hydrocarbons. A two-stage approach of this type is characteristic of modern production processes using low-temperature Fischer – Tropsch synthesis (such as the SMDS process).
The interest in hydrogenation (as well as in the Fischer –Tropsch synthesis) substantially increased starting from the 1970, although the number of research and development products in this field is insufficient. Currently, the only industrial production in the world is the catalytic two-stage liquefaction (CTSL) process (Shenhua, China)[184] with a capacity of ~ 1 million tonnes per year (including 780 thousand tonnes per year of fuel fractions) using a Fe-containing catalyst (GelCat) in the first stage and the suspended Ni – Mo/Al2O3 catalyst in the second stage. There are several pilot catalytic processes [185][186] in the capacity range of 50 – 100 thousand tonnes per year (Table 6);[185][186] the yields of target products in these processes are lower than in CTSL.

In recent years, analogies between the ‘native’ brown coal and ‘artificial biochar’, necessary for effective involvement of the latter into the liquefaction process, have also been investigared.[187-189] The thermal dissolution of brown coals in organic compounds (tetralin, N-methylpyrrolidone) [190] and similar dissolution of hydrothermal carbonization product in the presence of nickel-containing catalyst [191] produce liquid products with similar characteristics.
Thus, biomass processing to liquid fuels both through the intermediate gasification to give synthesis gas of various compositions and through carbonization and liquefaction stages is an interesting and rapidly developing field of chemical engineering to produce organic and fuel products alternative to petroleum-based fuels. Nevertheless, the development of effective catalysts for the above processes is a task that has not been adequately solved yet. This, in turn, accounts for the low cost efficiency of the proposed process chains in comparison with the currently existing oil refining processes.
3.3. Processing of alternative feedstocks by catalytic cracking
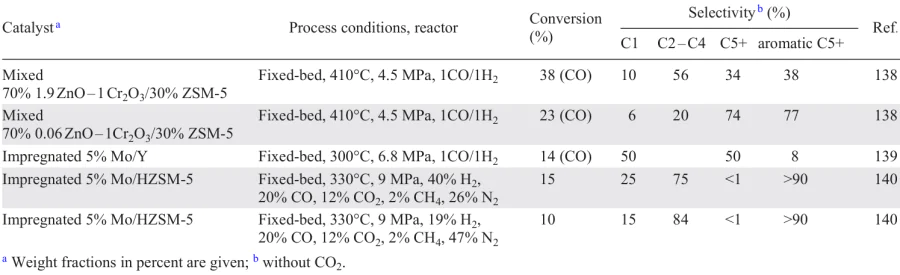
The catalytic cracking technology is a promising approach to the processing of mixed feedstock consisting of petroleum-based and plant-based components at existing oil refining plants.[192][193] The process characteristics considerably depend on the operating parameters such as temperature, pressure, feed composition and properties, circulation rate, and catalyst activity and selectivity, which depend on the acidity and pore size and channel shape of the active components of the catalyst components, zeolites. In view of the global trend towards the use of heavier oil feedstock, the catalytic cracking is carried out using various fractions such as vacuum and atmospheric gas oils and fuel oils, coking and visbreaking gas oils, hydrocracking residues, waste tyre pyrolysis products, and combinations of the above fractions with plastic waste and plant-based raw materials.[194-199] In this regard, an important aspect of the studies is to identify potential components that can serve as feedstock for the catalytic cracking, taking into account the petrochemical or fuel purpose of the process, and to optimize the composition of mixed feedstock when these components are involved in the process (Table 7).[200][201] The possibility of using particular fractions for processing at existing industrial plants should be evaluated considering the equipment design, layout of the unit, and the type of catalyst. No comprehensive studies have been conducted as yet, but some data have already been acquired. In particular, distribution of the products of catalytic cracking, the influence of the catalyst composition and operating parameters for the processing of vegetable oils over a bi-zeolite catalyst (HREEY and HZSM-5) have been studied.[201] Processing of vegetable oils under conditions typically used for catalytic cracking (495 – 545°C) is inexpedient. This is caused by high reactivity of the primary products of thermal decomposition of oil triglycerides, that is, С15 – С17 olefins. This decreases the yields of liquid products and promotes the intense formation of cracking gases and coke. It was found that in the processing of sunflower oil, raising the temperature increases the rate of degradation of the hydrocarbon moieties of triglycerides and the rate of secondary reactions. The yield of unsaturated hydrocarbons increases, while the gasoline yield decreases. As the temperature rises from 450 to 510°C, with the catalyst to feed weight ratio being 3.8, the yield of coke increased from 8.6 to 11.4 wt.%. This resulted in a decrease in the gasoline yield by 12.3 wt.%. The amount of gaseous products increased by 22.1 wt.%, and the total amount of carbon oxides was 4.8 – 5.7 wt.%. In the processing of vegetable oils, the liquid cracking products are formed in higher yields at a lower temperature (the maximum yield is attained at 450°C) and a lower catalyst to feed ratio (the maximum yield is obtained at a catalyst to feed weight ratio of 0.8). An increase in the catalyst to feed ratio from 0.8 to 3.8 at a temperature of 490°C leads to increasing average activity of the catalyst. As a result, the proportion of light olefins in the reaction products increases by 10.2 wt.%. The yield of liquid products decreases by 16.6 wt.%. This is impractical for the production of fuel fractions.[201] The control of the cracking temperature, catalyst composition, and catalyst to feed ratio makes it possible to vary the degree of conversion and the yield and quality of the target products.
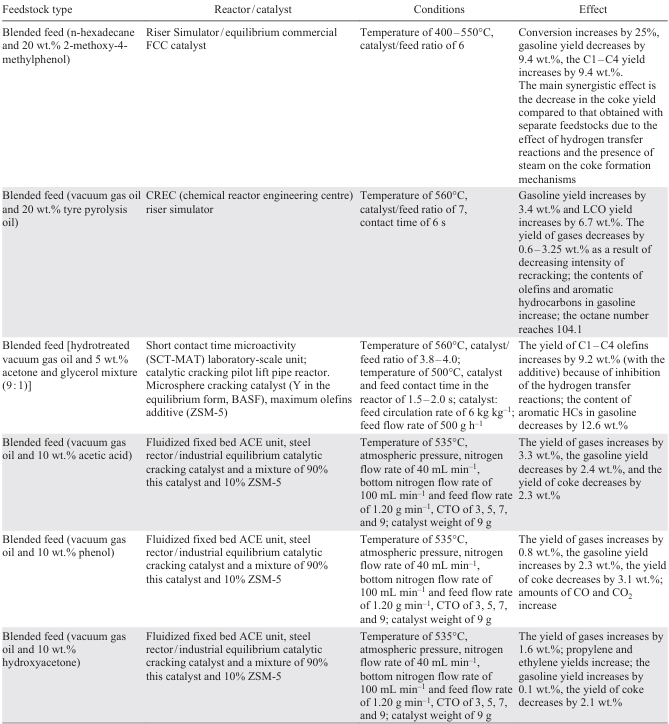
Studies of the combined cracking of mixed plant- and petroleum-based feedstocks[202][203] demonstrated a synergistic effect caused by the promoting action of olefins. The transformations of mixed plant and petroleum feedstock are depicted in Scheme 1.[201][204]
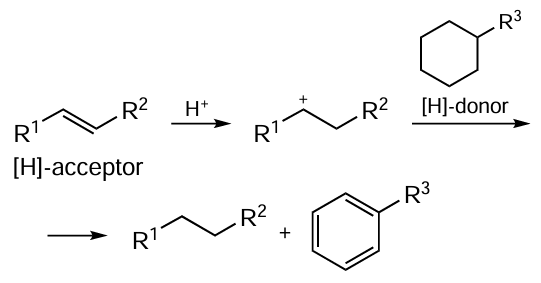
According to this Scheme, an olefin molecule is readily converted to a carbocation under the action of an acid active site of the catalyst.[201][204] The resulting carbocation reacts with paraffin and naphthene hydrocarbons (hydrogen redistribution reactions), which are present in large amounts in the petroleum feedstock. The major products of these reactions are aromatic hydrocarbons and isoparaffins.
Higher concentrations of olefins (25 – 75 wt.% vegetable oil in the mixed feed) result in considerable contributions of secondary transformations, because of high olefin reactivity.[205] Apart from bimolecular reactions of hydrogen redistribution, unimolecular olefin aromatization reactions take place. This gives rise to large amounts of mono- and polyaromatic hydrocarbons. The strong adsorption of these compounds on the acid sites of the catalyst leads to deactivation of the active sites and decreases the catalyst activity.
The percentage of plant component added to the feed for processing over cracking catalysts is chosen depending on the composition of the major feed component, particularly, the content of saturated and aromatic hydrocarbons. The composition of the cracking products considerably depends on the index of unsaturation of the vegetable oils involved in the processing. The use of oils with higher indices of unsaturation such as sunflower oil (the unsaturation index is nine), all other factors being the same, promotes active aromatization of olefins formed upon cracking of oils and containing two or three double bonds. This leads to accelerated coke deposition on the catalyst, deactivation of the catalyst, and decrease in the total conversion. Cracking products contain large percentages of mono- and polyaromatic hydrocarbons when oils with high indices of unsaturation are used as the cracking feed. Thus, the catalytic cracking of saturated stearic acid leads to a higher yield of gasoline fraction and gaseous products than the cracking of oleic acid and rapeseed oil containing approximately 60 wt.% oleic acid.[200] Rapeseed oil with an index of unsaturation (4.7) intermediate between those of palm oil (1.2) and sunflower oil (9) is often used as a cracking feed, in order to minimize the contribution of aromatization and coking reactions. It was shown [201] that cracking of the mixed feed containing 3 to 10 wt.% sunflower oil provides a considerable increase in the feed conversion (more than 70%) and the highest yield of the gasoline fraction (more than 50%). Further increase in the proportion of vegetable oil in the mixed feed induces active coke formation reactions and, as a consequence, catalyst deactivation and a decrease in the yield of target fractions.
In the case of co-cracking of vacuum gas oil (VGO) with high contents of aromatic hydrocarbons, the percentage of vegetable oil with a low index of unsaturation (palm oil) should be in the range of 5 – 10 wt.%.[206] For the co-cracking of vacuum gas oil with highly unsaturated vegetable oil (sunflower oil), the content of vegetable oil should not exceed 5 wt.%. An increase in the vegetable oil content enhances the formation of coke deposits on the bi-zeolite catalyst and decreases the yield of the target cracking products. It was found that co-processing of petroleum aromatic and plant feedstocks, with the content of sunflower and palm oil being 10 wt.%, using bi-zeolite non-modified phosphorus catalyst (HREEY and HZSM-5) increases the conversion by 3.6 – 4.6 wt.%. This is due to enhanced adsorption of the generated carbocations and aromatic hydrocarbons present in the petroleum feedstock on the catalyst active surface. The addition of vegetable oil to the saturated base feedstock (hydrocracking residue) had virtually no promoting effect or influence on the conversion (84.2 – 84.6%). The gasoline yield upon the processing of highly unsaturated feedstock on the bi-zeolite catalyst decreased by 3.6 and 4.0 wt.% when palm and sunflower oils were involved in the processing. The gasoline yield increased by 0.3 and 1.9 wt.% in the case of co-processing of aromatic vacuum gas oil and sunflower and palm oils. The increased aromaticity of the base feedstock and high index of unsaturation of sunflower oil (9) lead to a considerable increase in the coke deposition on the catalyst, which reaches 11.9 wt.%. This is caused by intense aromatization of alkenes that are formed upon cracking of oils. The mixed feed containing up to 25 wt.% vegetable oil activates alkanes and cycloalkanes in the petroleum-based feed. This effect is caused by the hydrogen transfer reaction,[207] resulting in the formation of isoalkanes and aromatic hydrocarbons from C15 – C17 alkanes, primary products of thermal cracking of vegetable oils, which act as acceptors, and saturated structures, which are hydrogen donors. When the content of vegetable oils is high (25 to 75 wt.%), large amounts of alkenes are formed. The secondary cracking, aromatization, and condensation reactions are accelerated.
A study of the catalytic cracking of 2-methoxy-4-methylphenol and a mixture of this compound (20 wt.%) with n-hexadecane in a riser simulator reactor at 400 – 550°C using an equilibrium commercial FCC catalyst has been reported,[208] The co-processing of plant and petroleum feedstock has a number of advantages. In particular, the yields of coke and dry gas decreases, catalyst deactivation is retarded, and the gasoline yield increases. Characteristic features of processing of tyre pyrolysis oil were identified.[209] The results obtained in the cracking of VGO and a mixture of VGO with pyrolysis oil (1 : 4 w/w) were compared. When the mixed feed was used, the yields of the gasoline fraction and LCO were higher. The gasoline formed upon cracking of the mixed feed had a lower content of paraffins and naphthenes and a higher content of olefins and aromatic compounds. The synthetic oil obtained by pyrolysis of household plastic waste was used.[210] Vacuum gas oil with a variable content of the synthetic oil (0.5, 10, and 20 wt.%) was fed to the reactor. The synthetic oil consisted of approximately 60% polyethylene, 20% polypropylene, 10% polystyrene, and 10% contaminating components such as polyvinyl chloride, polyethylene terephthalate, cellulose, composite plastics, rubber, food waste, and inorganic compounds.
The products of pyrolysis of lignocellulosic biomass and biofuel production waste have a large practical potential as a catalytic cracking feedstock.[211][212] A benefit of catalytic cracking is the suppression of formation of carbon oxides from oxygenates and higher yields of light olefins or gasoline fraction in the liquid products. In particular, the introduction of 5 wt.% acetone and glycerol in 4.5 : 0.5 weight ratio into a petroleum feedstock (biodiesel production waste) provides a 5 – 8% increase in the propylene yield and 1 – 3% increase in the butylene yield upon cracking catalyzed by Y zeolite; no СО or СО2 were detected in the products.[213] The possibility of converting up to 10% acetic acid or hydroxyacetone and phenol in a standard petroleum feedstock on zeolites was substantiated.[212] The yield of propylene increased by, on average, 1% and the ethylene yield increased by 0.4 – 0.8%. The results of studies of the joint conversion of the most hard-to-process bio-oil components, guaiacol and its derivatives, have been reported.[214-216] It was shown that the presence of hydrocarbons promotes the conversion of these oxygenates to aromatic compounds (benzene and derivatives) at lower energy costs compared, for example, with hydrotreating.
The joint conversion of hydrocarbons and acetone, which models the carbonyl compounds present in biomass pyrolysis products, via catalytic cracking has been studied.[217][218] Using deuterium labels, it was shown that the transformation of acetone in a hydrocarbon medium does not proceed as saturation with hydrogen to give propylene, but follows a more complex mechanism including the addition of hydrocarbon carbocation to acetone giving C6+ intermediates and the subsequent transformations of the intermediates.
The co-processing of petroleum and plant feedstock can be catalyzed by mono- and bi-component HREEY and HZSM-5 zeolites promoted by phosphorus or pre-impregnated with ammonium hydrogen phosphate before being incorporated into the bi-zeolite catalysts.[219] A single type of catalyst acid sites is insufficient for the primary cracking to take place with high conversion of the mixture to give a high yield of gasoline fraction upon the processing of mixed feedstock consisting of the non-hydrotreated VGO and vegetable oils; two types of catalyst acid sites, that is, Lewis and Brønsted acid sites, are needed. The catalyst matrix must have an extensive surface and strong acid properties. These requirements are met for the three-component matrix (montmorillonite, amorphous aluminosilicate, and alumina).[220] To maximize the yield of С2 – С4 olefins, it is expedient to use oils with increased content of saturated fatty acids, especially in the presence of a high amount of ZSM-5 zeolite in the active component of the catalyst (15 – 20 wt.%). An increase in the HZSM-5 percentage in the cracking catalyst for the conversion of sunflower oil up to 40 wt.% leads to an increase in the total yield of the propane–propylene and butane–butylene fractions up to 30 wt.%.[201] Modification of cracking catalysts such as Со, Mg – Al (or Zn), and Mg – Al mixed oxides increases the conversion of mixed petroleum feedstock containing 10 wt.% sunflower oil by 5.0 wt.%. The yield of gasoline fraction increases by 1.6 – 3.0 wt.%. It was found that catalyst samples containing mixed Mg–Al oxides with copper cations lead to enhanced decarbonylation reaction, lower conversion of mixed feedstock, and lower yield of the gasoline fraction. This is due to the action of copper oxide on the Y zeolite.[221] The catalytic cracking of VGO mixed with waste vegetable oils (5 wt.%) has been performed in the presence of industrial cracking catalysts (Omnikat-210P and Zeokar-600) and their mixtures with natural halloysite nanotubes.[222] At a temperature of 500°C, the gasoline yield was found to increase by 0.7 – 1.4% relative to that for conversion of VGO alone. The most pronounced increase was noted for catalytic systems containing halloysites. The lowest yield of the gasoline fraction was detected when a waste vegetable oil mixture (with a heavier composition) and the Omnikat-210P and Zeokar-600 (0.7 – 0.8 wt.%) catalysts were used. However, the use of halloysite as a catalyst component can increase the gasoline yield (by at most 1 wt.%). The quality indicators of the gasoline fractions obtained upon the catalytic cracking of VGO mixture with waste vegetable oils are virtually identical to those of conventional catalytic cracking gasoline. The use of halloysites for catalytic cracking was shown [222] to decrease the content of aromatic hydrocarbons in the gasoline fraction by 1.4 – 1.8 wt.%. It was found [223] that incomplete conversion of fatty acids resulting from cracking of triglycerides in vegetable oils is a restricting factor, as this leads to increasing acidity of the produced fuels. Experiments using the Zeokar-600 catalyst demonstrated that the addition of 5 wt.% cotton-seed oil to catalytic cracking feedstock can be recommended as a partial replacement of petroleum feedstock by an alternative plant-based feedstock.
Thus, the catalytic cracking of blended feedstock containing petroleum-based and vegetable components is a promising technique for processing of alternative hydrocarbon sources at existing refineries. According to studies, the combined involvement of vegetable oils and petroleum feedstock induces a synergistic effect associated with the participation of olefins in hydrogen redistribution reactions. However, high content of plant components may result in intense coke formation, catalyst deactivation, and decrease in the yield of target products. By optimizing process parameters (temperature, catalyst/feed ratio, and the composition of the mixed feed), it is possible to control the degree of cracking and distribution of products. The use of biofuel production waste and pyrolysis liquids in the catalytic cracking leads to increasing yield of light olefins and gasoline fraction and decreasing carbon oxide emissions. Promising lines for further research include the development of new catalysts with high resistance to deactivation, study of the mechanisms of co-cracking of various components, and evaluation of the integration of this technology into the existing oil refining processes.
3.4. Hydroprocessing of vegetable oils and their mixtures with petroleum fractions
Hydroprocessing of vegetable oils is a highly efficient way to produce biofuels. The biodiesel obtained in this way closely resembles the diesel fraction. It has high stability and low viscosity and fits into the existing infrastructure and, therefore, it can be integrated into the current fuel systems. The biodiesel produced by hydroprocessing has a number of advantages over biodiesel obtained by other methods, in particular, by transesterification. The key advantages are increased stability and oxidation resistance; decrease in the harmful emissions; and better compatibility with the fuel system. Vegetable oils can be processed as mixtures with petroleum feedstock. Therefore, the processing capacity can be increased and higher quality products can be obtained. Hydroprocessing can use various types of vegetable oils, including food waste and non-food crops. This makes it more resilient to changes in feedstock prices.
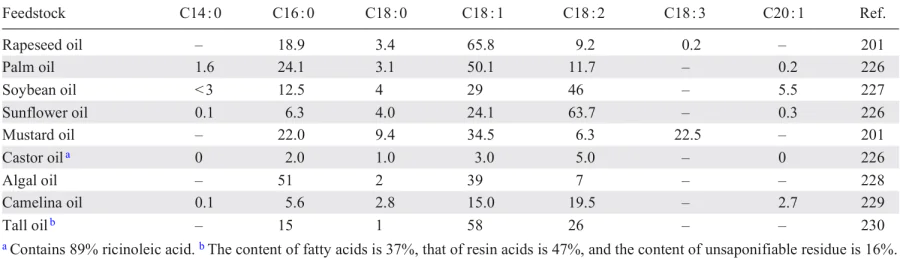
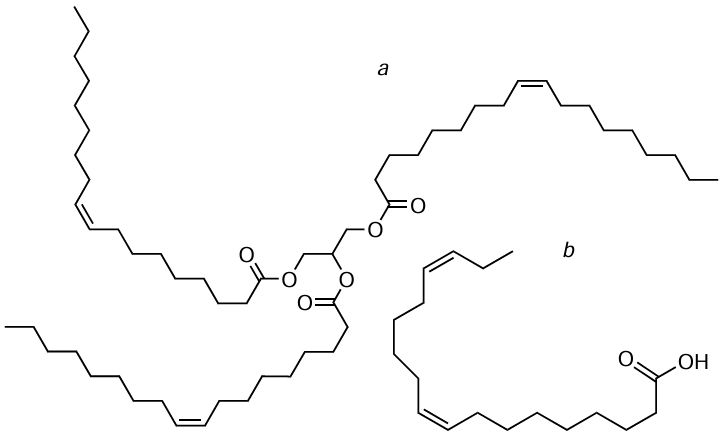
Biodiesel can be produced from oils, including vegetable oils.[224][225] Oils consist of fatty acid triglycerides (glycerol esters). Resin acids can be present in some oils. In addition to triglycerides, oils may contain free fatty acids and various impurities (the values in parentheses indicate the ratio of the number of carbon atoms to the number of double bonds in the acid molecule): myristic (С14 : 0); palmitic (С16 : 0); stearic (С18 : 0); oleic (С18 : 1); linoleic (С18 : 2); linolenic (С18 : 3); and gadoleic acid (С20 : 1). Resin acids and other compounds (abietic acid, palustric acid, pimaric acid, sitosterol, cholesterol, stigmasterol can also be contained in oils (tall oil). The contents of fatty acids as triglycerides in various oils are summarized in Table 9.[226-230]
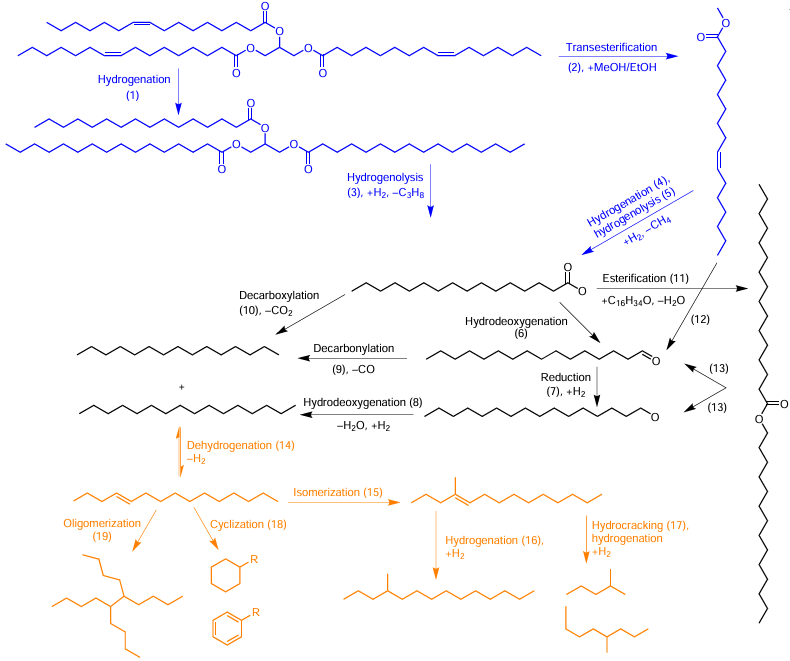
The hydroconversion of fatty acid triglycerides involves a variety of reactions. The mechanism of this process is depicted in Scheme 2: the hydrogenolysis steps are highlighted in blue (reactions 1 – 5); deoxygenation steps are shown in black (reactions 6 – 13); and orange colour indicates the structural modification steps (reactions 14 – 19).[231] The main products of this process are saturated hydrocarbons formed via deoxygenation of acids and saturation of unsaturated bonds.[230]
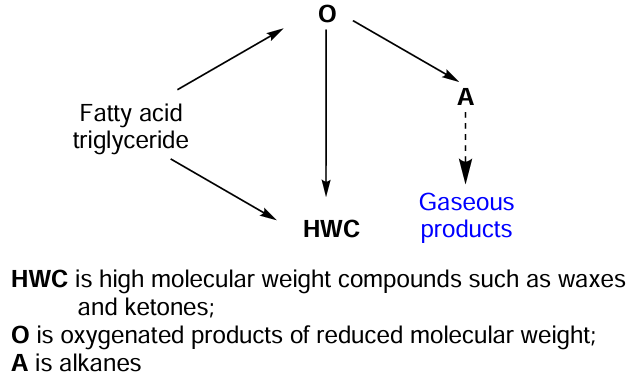
Scheme 3 presents the kinetics of rapeseed hydroprocessing at 1 MPa. In the presence of hydrogen, fatty acid triglycerides are involved in parallel reactions to give high-molecular-weight compounds (HWC) such as waxes or ketones and oxygenated products (O) with lower molecular weight, which are in turn converted to saturated hydrocarbons (А) and then to gaseous products. Comparative data on the achievements of research groups engaged in the field of oil hydroprocessing are summarized in Table 10.[232-258]
3.5. Production of liquid fuels and olefins by hydroprocessing of polymer waste
Every year, three to five million tonnes of plastic waste are generated in Russia.[259] Most of the waste is stored or disposed of by incineration, and only less than 25% of waste is sent for processing after pre-sorting.[259] Apart from the amounts of plastic waste, a lot of harm is caused by toxic additives used to improve the properties of plastics.[260] This is most clearly exemplified by PVC products in which plasticizers (phthalates, sebacinates, phosphates, etc.) may account for up to 70% of the total weight, and the presence of chlorine makes PVC all the more problematic and, as a consequence, it has low popularity for processing for environmental reasons.[261-263] Thus, disposal of mixed plastic waste (MPW) is one of the most environmental challenges of modern age.
In recent years, research in the field of plastic waste recycling has been actively carried out all over the world. The vast majority of studies consider recycling processes with energy recovery.[264] There are several trends, e.g., reprocessing of polymer waste and biomass mixtures by gasification, various designs of which were described in detail.[265] The major product of gasification is synthesis gas, which is converted to a mixture of n-paraffins via the Fischer – Tropsch synthesis. They are components of aviation fuels. In this sequence of reactions, it is necessary to remove sulfur,[266] nitrogen,[267] and halogens, first of all chlorine,[129][268] from gaseous products and to absorb considerable amounts of carbon dioxide.[269]
The most rational way for recycling of MPW without separation into different classes is thermolysis (degradation at elevated temperatures with a deficient amount of oxygen).[270] The major product of thermolysis is a mixture of liquid hydrocarbons [thermolysis oil (TO)], which can be processed to motor fuel components and light olefins, that is, raw materials for the secondary production of plastics.[259-261][270] Typical MPW contains up to 20 wt.% polyvinyl chloride, which necessitates further processing due to increased content of organochlorine compounds and unsaturated hydrocarbons.
Quite a few studies address methods for the thermal reprocessing of plastics in which the liquid products are analyzed and then mixed with appropriate diesel or gasoline oil fractions without hydrogenation treatment.[271-274] Mixtures of thermolysis oils with traditional diesel or gasoline in various ratios were found (despite the obvious benefit in energy) to produce considerable amounts of soot and nitrogen oxides in the exhaust gas. The results of studies of the methods for removing toxic components, especially halogen compounds, from the plastic thermolysis products have been reported. However, in most studies (approximately 200) summarized in a review,[275] the main goal was to reduce the environmental hazard rather than produce some valuable products. A separate line of research is to establish the properties of fuel fractions isolated from the products of thermal reprocessing of plastics and to compare these properties with the properties of analogous petroleum-based products.[276] Zeolite-catalyzed hydrocracking of mixtures of polymers (polyethylene and polyvinyl chloride) with VGO to give liquid and gaseous hydrocarbons has been reported;[277] however, these mixtures did not contain nitrogen compounds or water, which could deactivate the acid sites of zeolite catalysts. Hence, the reported results represent a special case and cannot form the basis for a process for recycling of mixtures of various plastics. Studies on intensification of thermal destruction and pyrolysis of waste plastics, most often, polyethylene and polyvinyl chloride, in the presence of zeolites, metal carbonates, and iron(III) oxide, are in progress.[278][279] Despite the obvious increase in the quality of the obtained pyrolysis products, these studies neglect the problems of catalyst stability and separation from carbon deposits. Furthermore, pyrolysis carried out in the presence of different types of catalysts [280] gives liquid products that considerably differ in the properties. For example, the volume concentration of oxygen varies in the range from 0.17 to 4.8%, and the nitrogen concentration varies from 0.14 to 0.36%. It is commonly believed [281] that the products of catalytic pyrolysis could replace petroleum fuels, but this requires hydrogenation processing of the pyrolysis products.
The conversion of mixtures of chemically different plastics to one target product resembling the conventional crude oil in a number of main characteristics is currently considered to be the most promising way for recycling of waste plastics. This enables the involvement of plastic wastes into oil refining by subjecting them to known hydrotreating processes and thus obtain fuels and other products.
The possibility of using TO in hydrotreating processes and the use of the hydrotreated product as the feed for catalytic cracking was substantiated.[282] The results demonstrated that the use of the hydrotreated mixture of TO and straight-run VGO provides higher yields of gasoline and isobutene, as well as higher conversion of the feed compared to the use of feed containing no TO. The hydrotreating of TO-containing mixtures leads to markedly higher content of high-boiling n-paraffins, which result from hydrogenation of unsaturated compounds. This expands the range of products. On the basis of the results, a block diagram of integrated processing of MPW including chlorine-containing films was proposed (Fig. 2). This provides a broad range of fuel components and feedstock for petrochemical processes.[282-285]
![[{"id":"Wr4JMzbTJb","type":"paragraph","data":{"text":"Block diagram of the processing of chlorinated MPW and key characteristics of the products according to the results of Refs 282 – 285. The fractions are given in weight percent (Copyright belongs to the Russian Chemical Reviews): HT DF is hydrotreated diesel fuel, VGO is vacuum gas oil, CCG RON is research octane number of catalytic cracking gasoline."}}]](/storage/images/resized/YnOoXelwx6YTcUISyYsvwArqOGJglUJbIJP6rOOi_xl.webp)
According to the proposed diagram (see Fig. 2), mixed plastic waste is subjected to thermolysis under controlled temperature rise up to 510°С. This affords thermolysis oil (TO) with a temperature of boiling away of 95% of the volume not higher than 560°С. This product contains approximately 0.3 wt.% chlorine and more than 20 wt.% olefins and dienes. The sulfur and nitrogen contents do not exceed 5 ppm. Then thermolysis oil is hydroprocessed in a mixture with hydrocarbon fractions (VGO or diesel). Depending on the goal of subsequent treatment, a mixture of TO and hydrocarbon fraction is hydrotreated or hydrocracked. The final stage of processing of the hydrotreated products is production of commercial petroleum products such as high-octane gasoline (by catalytic cracking); winter diesel fuel (by hydrodewaxing); summer diesel fuel (by fractionation). Thus, the developed approaches can be used to convert a broad range of mixed waste plastics, including polyvinyl chloride, to commercial motor fuels.
3.6. Synthesis of biofuel components from alcohols
The hydrocarbon production from alternative feedstocks includes, in particular, production of biokerosene, liquid hydrocarbons (gasoline and kerosene fractions), and aromatic hydrocarbons from alcohols.[286] These technologies consist of alcohol production from bio-feedstock or СО2 and conversion of the alcohol to hydrocarbons. The processes in which bio-feedstock is converted to alcohols and then to jet fuel are called alcohol-to-jet. If CO2 serves as the source of carbon, the processes are called power-to-liquid. They are distinguished by utilization of energy from nuclear power plants or renewable sources (wind or solar energy) to generate hydrogen by water electrolysis.
3.6.1. Synthesis of alcohols
Bioalcohols (ethanol, n-butyl alcohol, and isobutyl alcohol) are considered to be a promising feedstock for the production of jet fuel components. The first-generation bioethanol is obtained from sugar cane, sugar beets, corn, or wheat. The processing of sugar biomass to produce bioethanol includes fermentation of sugars under the action of microorganisms or, in the case of starch, acid or enzymatic hydrolysis to isolate sugars, which are then fermented to give alcohols. The production of first-generation bioethanol was successfully implemented on an industrial scale in the USA, in Europe, and in Brazil.[287] Second-generation bioethanol and n- and iso-butyl alcohols are produced from lignocellulose biomass, which is subjected to hydrolysis followed by fermentation.[288][289] Pretreatment of the lignocellulose feedstock is the key stage needed for effective hydrolysis. The existing pretreatment methods can be subdivided into physical (mechanical grinding, pyrolysis, γ-irradiation, microwave radiation), chemical (acid, alkaline, oxidative, organosolvent, and ionic-liquid treatment), biological (microbial oxidation), and physicochemical (steam explosion, ammonia fibre expansion) treatments. The hydrolysis of lignocellulose biomass is conducted in the presence of acids (sulfuric or hydrochloric acid) at a temperature of 50 – 65°C or in the presence of enzymes (a mixture of endocellulase, exocellulase, and β-glucosidase) at 40 – 50°C; the goal of the process is to convert cellulose and hemicellulose polymers to monosaccharides (pentose, hexose). The subsequent fermentation of monosaccharides is carried out in the presence of various bacteria (Clostridium acetobutylicum, Clostridium beijerinckii, E.coli), the type of which determines the composition of the resulting oxygenates.[290-292]
Another possible way to convert biomass to alcohols is anaerobic digestion with the release of biogas (50 vol.% methane; 45 vol.% CO2), steam reforming of biogas to syngas, and production of methanol. One more option is gasification of biomass to obtain syngas followed by the synthesis of methanol.[19] In both cases, the obtained syngas is characterized by low concentration of hydrogen, high concentration of СО2 , and also the presence of compounds that can act as catalytic poisons for the catalysts of methanol synthesis. Therefore, in both cases, the stage of high purification of synthesis gas is required. The methanol production from synthesis gas is a well-developed technology. The process occurs at 220 – 280°C and 5.0 – 10.0 MPa in the presence of copper zinc catalysts.
When exhaust gases of coal-fired power plants, thermal power plants, or gas pumping units are used as feedstock, methanol can be produced directly from СО2 using industrial catalysts based on copper oxide and zinc. In this case, hydrogen needed for the synthesis is produced by water electrolysis. Detailed information about the latest advances in the field of processes and catalysts for methanol synthesis from СО2 is presented in reviews.[293-295]
3.6.2. Conversion of alcohols to hydrocarbons
The conversion of alcohols to gasoline range hydrocarbons is a well-known process actively used in industry. The most well-known technologies for the one-stage production of hydrocarbons from oxygenates are the MTG, EMRE, TIGAS, STG+, and STF processes.[296-299]
The methanol-to-gasoline (MTG) process was first implemented at a natural gas processing plant with a capacity of 1.4 billion m3 per year (570 000 tpy of gasoline). The process included three main units: two methanol production units with a capacity of 2600 tonnes per day each and one MTG production unit. The resulting MTG gasoline had a high content of durene (5.5 wt.%), which is an undesirable (regarding the service properties) component of automobile gasoline. Therefore, the process flow diagram included also a hydrotreating unit. In 1997, the gasoline production unit was shut down for economic reasons. In 2004, the MTG plant in New Zealand was withdrawn from operation.[300] In 2009, a new process engineering was proposed. The upgraded EMRE process was implemented in a 2500 bpd (90 000 tpy) unit for coal processing in China.[300]
The main difference of the TIGAS process from MTG is that a mixture of oxygenates (methanol and DME) is produced from syngas in one stage. The process is based on the conversion of natural gas by autothermal reforming according to the SynCOR technology. The synthesis of С5 – С11 liquid hydrocarbons is performed at a pressure of 1.5 – 2.5 MPa. Commercial quality products are obtained by blending of the produced high-octane fraction (35 – 45 wt.% aromatic compounds) with a light gasoline fraction; this gives high-quality gasoline of the Euro-5 grade.[301]
The TIGAS technology was implemented in Turkmenistan where a plant with a capacity of 600 000 tpy of AI-92 gasoline (+12 000 tpy of DT and +115 tpy of LPG) was commissioned in 2019 [gas-to-gasoline (GTG) project]. Currently, the TIGAS technology is integrated into bio-feedstock (wood, lignin) processing projects.[302][303]
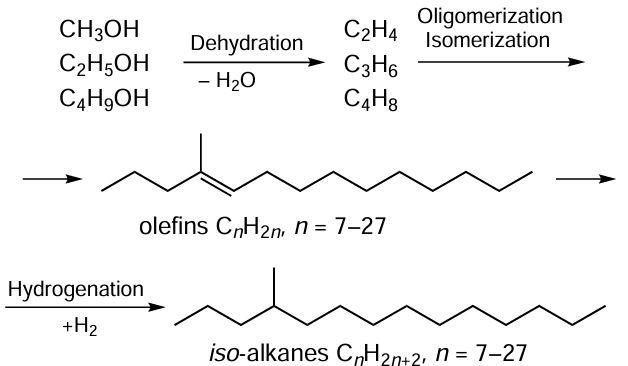
Another way for the production of liquid hydrocarbons from oxygenates, including methanol, is the synthesis via oligomerization of lower olefins. The world first process called MOGD (Mobil olefin-to-gasoline and distillate) was meant for the conversion of lower olefins formed at vacuum gas oil catalytic cracking units. The development of decarbonization processes for aviation industry and industrial implementation of СО2 conversion to methanol initiated a new stage of the synthesis of jet fuels via oligomerization of lower olefins. In this case, alcohols (methanol, ethanol, butanols) produced from biofuel or СО2 are routed to dehydration to form olefins such as ethylene, propylene, and butenes, which are then oligomerized to С12 – С32 higher olefins and hydrogenated/hydroisomerized to give alkanes.[304] The overall chart for the production of a jet fuel component from alcohols is depicted in Scheme 4.
The jet fuel production through methanol is performed using the Ecofining™ technology, which includes biomass fermentation, isolation of СО2 , and conversion of СО2 to various hydrocarbons through methanol (e-fuels: eSAF, eGasoline, eDisel). The jet fuel component produced from ethanol and isobutanol by fermentation of sugars was certified for use in 2016. The limiting content of this product in the commercial fuel can reach 50 wt.%.[305] The Net-Zero 1 project and Ethanol-to-JetTM technology are processes for conversion of ethanol to jet fuel being developed in the USA.[306][307]
3.6.2.1. Dehydration of alcohols
The methanol conversion to lower olefins is performed under atmospheric pressure and a temperature of 320 – 400°C in the presence of silicon aluminium phosphate (SAPO-34, SAPO-11) or zeolite catalysts (ZSM-5, ZSM-11).[308] The silicon aluminium phosphates provide the formation of a 1 : 1 (w/w) ethylene–propylene mixture, while in the presence of zeolites, propylene and butenes are mainly formed.
The ethanol dehydration to ethylene is carried out under atmospheric pressure and a temperature of 200 – 400°C in the presence of acid catalysts, namely, zeolites and heteropolyacids.[309] For example, the H3[PW12O40]/SiO2 catalyst provides an ethylene yield of 98% at a temperature of 170 – 190°C.[310] The industrial applicability of heteropolyacids is restricted by their low thermal stability. The use of zeolite catalysts makes it possible to perform dehydration of ethanol at temperatures of 250 – 300°C. For example, the ethylene selectivity on the 0.5% La – 2% P-НZSM-5 catalyst is 99.9%.[311] Zeolite catalysts tend to be rather rapidly deactivated as a result of deposition of highly condensed products on the catalyst surface. A comparative study of the ethanol dehydration catalyzed by structurally diverse zeolites (H-FER, H-MFI, H-MOR, H-BEA, HY, and H-USY) and by Al2O3 and amorphous aluminosilicate was reported.[312] The highest yield of ethylene (99.9%) was found for H-FER and H-USYzeolites at a temperature of 300°C.
The dehydration of n-butanol to 1-butene is carried out at a temperature of 380°C and a pressure of approximately 2 atm on acid type catalysts such as inorganic acids, metal oxides, or zeolites.[313] For example, in the presence of Zn – Mn – Co/γ-Al2О3 at 375°C, the selectivity to butenes was 90%, while the conversion of n-butanol reached 100%.[314]
The isobutyl alcohol dehydration to isobutene is carried out at a temperature of 250 – 350°C and a pressure of 2 – 7 atm. Quite a few diverse catalysts have been tested for the dehydration of isobutyl alcohol to isobutene or a mixture of butenes. For example, in the reaction carried out at 325°C and 5 atm in the presence of γ-Al2O3 , the isobutyl alcohol conversion was nearly 100%, while the selectivity to isobutene reached 95%.[315] It was shown that highly acidic catalysts such as HZSM-5 and HY zeolites and sulfonic acid cation exchange resins are highly active in dehydration reactions.[315]
3.6.2.2. Oligomerization of olefins
Oligomerization of lower olefins, ethylene and propylene, on heterogeneous catalysts is carried out at a temperature of 150 – 260°C and a pressure of 20 – 50 atm. Hydrogenating metals, preferably nickel (up to 5 wt.%) supported on silicates, amorphous aluminosilicates, or zeolites are used as catalysts.[316] The supports used most often are mesoporous materials such as SBA-15, AlSBA-35, and MCM-41 and macroporous materials like Amberlyst 15 and Amberlyst 35.[317] In addition, ZSM-22, ZSM-23, ZSM-48, and ZSM-11 are actively used.[318][319]
The С4 – С8 olefin fraction formed upon ethylene and propylene oligomerization is isolated from the contact gas at the reactor outlet and is either recycled to the reactor inlet or routed to the second process stage to further build-up the hydrocarbon chain and increase the yield of higher olefins. When the carbon chain reaches the C12 – C32 size, the oligomerization product is sent to hydrogenation or hydroisomerization stage.
The oligomerization of С4 – С8 olefins is performed at a temperature of 160 – 190°C and a pressure of 35 – 70 atm. Amorphous aluminosilicates (Si/Al 2.6) mixed with alumina modified with Group VIIIB and VIB metals, Ni (0.5 – 5.0 wt.%) and W (up to 12 wt.%), are also used in this stage.[320]
A study of 1-butene oligomerization on zeolite catalysts such as H-ZSM-5, Hβ, and HY demonstrated [321] that H-ZSM-5 zeolite provided the highest yield of the С8 – С16 hydrocarbon fraction (up to 64%). In the case of mesoporous NiO/MMZZSM-5 catalyst, the yield of the same hydrocarbon fraction in the first hours of catalyst operation was approximately 60%, but then it gradually decreased down to 48% because of coke formation on the catalyst surface.[322] In addition, the use of catalysts with high acidity gives rise to 2-ethyl-1-hexene as a by-product, which is hydrogenated to 2-ethylhexane, an undesirable component for an aviation fuel. 2-Ethyl-1-hexene can be removed from the stream by dimerization at 115 – 120°C using perfluorinated Nafion sulfonic acid resin as a catalyst; in this case, the yield of C16 hydrocarbons can reach 90%.[323]
Oligomerization of isobutene is carried out at a temperature of 100 – 300°C and a pressure of up to 70 atm with Amberlyst 35 ion exchange resin as the catalyst.324 The obtained product consists of dodecane and hexadecane isomers with a large number of methyl substituents (e.g., 2,2,4,6,6-pentamethylheptane). This is the key stage in the conversion of isobutyl alcohol produced by sugar fermentation to a jet fuel component.[324]
There are some studies aimed at the development of a single catalytic agent for alcohol dehydration and oligomerization of the resulting olefins. For example, the use of dealuminated Hβ zeolite for isobutanol conversion to hydrocarbons at a temperature of 240°C and a pressure of 10 atm in a nitrogen flow provided a more than 50% selectivity to C8 – С16 hydrocarbons for a feed conversion of 98%.[325]
3.6.2.3. Hydrogenation/hydroisomerization of higher olefins
The hydrogenation of higher olefins is performed at 150 – 350°C and a pressure of 25 – 70 atm, and with an excess of hydrogen (Н2/feed molar ratio varies from 1.5 to 5.0) using Pt-, Pd-, or Ni-containing catalysts and gives saturated hydrocarbons, the composition of which is close to the composition of the kerosene fraction.[323] [326] The applicable catalyst supports include activated carbon, carbon nanofibres, or alumina. The concentration of active metals is 0.1 to 1.0 wt.%. The yield of the target fraction of paraffin hydrocarbons after hydrogenation stage is 90 – 95%.
3.6.2.4. Miscellaneous pathways of conversion of alcohols to aviation fuel
In the case of ethanol, there is another way of converting it to an aviation fuel component: dehydrogenation to give acetaldehyde followed by aldol condensation yielding crotonaldehyde, which is then hydrogenated to 1-butanol (Guerbet reaction). Thus, in the Guerbet reaction, two ethanol molecules are converted to a butanol molecule. The subsequent Guerbet condensation with butanol and ethanol affords both linear and branched C6+ alcohols.[327] The production of an aviation fuel component from ethanol via aldol condensation is shown in Scheme 5.
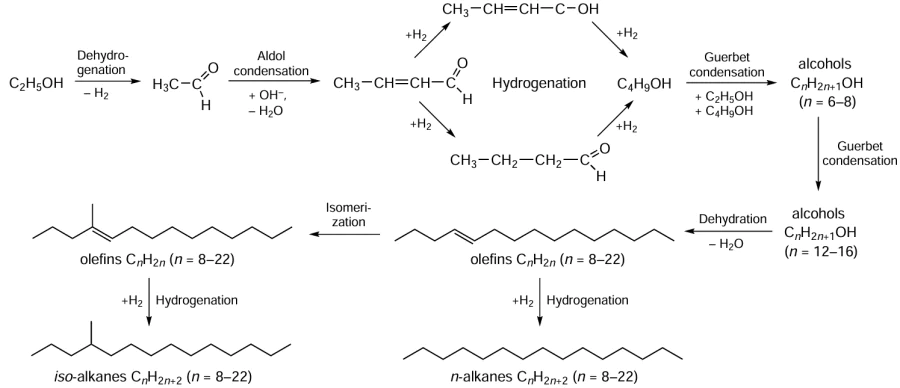
The Guerbet reaction is carried out at a temperature of 250 – 400°C. The catalysts include magnesium oxide, MgxAly two-layer hydroxides and spinels, hydroxyapatite Ca5(PO4)3(OH), basic zeolites CaX and NaX, and alumina-supported transition metals, e.g., Ni/γ-Al2O3 . The Guerbet condensation is accompanied by side reactions including intramolecular dehydration of alcohols to give the corresponding olefins, intermolecular dehydration of alcohols to give ethers, the Lebedev reaction to give dienes, and decarbonylation.[328][329]
An alternative process is production of diesel fuel with improved low-temperature characteristics using co-hydrodeoxygenation and isomerization of plant-derived feedstock on a multifunctional catalyst. The corresponding hybrid technologies provide high relative yields of the main components of the fuels. In particular, C5+ hydrocarbons containing up to 72% isoparaffins were obtained [330] in 75 – 79% yields by using Pt/ZSM-22 – Al2O3 catalysts containing 15 to 70 wt.% ZSM-22 zeolite in the hydrodeoxygenation of sunflower oil (temperature of 310 – 340°C, pressure of 3 – 5 MPa, and WHSV = 0.8 – 3.0 h–1). It was shown [331] that other types of zeolites (SAPO-11, ZSM-22, ZSM-23, and ZSM-12) are also suitable for the supports (zeolite : Al2О3 = 30 : 0 w/w) of Pt/Al2O3 – zeolite catalysts for complete hydrodeoxygenation of sunflower oil at temperatures of 320 – 350°C, a pressure of 4 MPa, and WHSV = 1 h–1, with the yield of liquid products being 75 – 82%. The proportion of isoalkanes and the yields of direct hydrodeoxygenation products increases in the series: 1%Pt/Al2O3–ZSM-22 < 1% Pt/Al2O3–ZSM-12 < 1% Pt/Al2O3 –ZSM-23 < 1% Pt/Al2O3 – SAPO-11. The concentration of Brønsted acid sites in the catalyst increases in the same series. The effect of boron oxide content in the B2O3 – Al2O3-supported nickel molybdenum sulfide catalyst on the process performance and composition of products was investigated [332] in relation to hydrodeoxygenation of sunflower oil and isomerization of the resulting alkanes. The sunflower oil hydrodeoxygenation was carried out at 380°C, 4.0 MPa, and WHDV of 1 h–1. The use of NiMoS/B2O3 – Al2O3 catalysts provided the production of diesel range hydrocarbons free from sulfur or oxygen compounds in 81 – 85% yield. Upon the introduction of 20 – 30 wt.% boron oxide into the oil hydrodeoxygenation catalyst, the proportion of isoalkanes in the products increased to 77 – 78%. The authors [331] studied the effect of the content of tungsten oxide in the support of the Pt/WOx – Al2O3 catalyst on the catalyst acidity, degree of dispersion of the supported platinum, and also on the product composition of hydrodeoxygenation of sunflower oil carried out in a hydrogen atmosphere at a weight hourly space velocity of the liquid feed of 1 h–1, a temperature of 380°C, and an overall pressure of 4 MPa. When the catalyst contains 15 wt.% tungsten, the proportion of isoalkanes increases to 74%, while the complete conversion of the feed is maintained for at least 24 hours. It was shown that an increase in the tungsten content leads to increasing number of weak and medium Brønsted acid sites on the catalyst surface and decreasing degree of dispersion of deposited platinum, resulting in higher yields of isoalkanes in the product.
In conclusion, it is noteworthy that production technologies of biofuel components from alcohols are promising alternatives to the traditional production processes of hydrocarbons; they reduce the carbon emissions and increase the sustainability of power systems. The main stages of these processes are the biomass processing into alcohols and the subsequent conversion of alcohols to hydrocarbons in order to produce aviation fuel. Particular attention is paid to the synthesis of bioalcohols from various types of feedstock, including first- and second-generation bioethanol and the synthesis of methanol from CO2 . For effective implementation of these processes, it is necessary to optimize the methods of hydrolysis of lignocellulose biomass and the subsequent fermentation of monosaccharides to produce various types of alcohols such as ethanol and butanols. In addition, the development of dehydration and olefin oligomerization and hydrogenation processes is a key factor for the production of high-quality aviation fuels.
3.7. Application of alcohols and ethers
In order to reduce the adverse anthropogenic impact on the environment, integrated measures have been implemented in various countries and regions, including more stringent quality standards for engine fuels, improved in-process control of industrial emissions, and increased energy efficiency of combustion equipment.[333] Tougher regulatory restrictions have been developed to reduce the char particle emissions, and alternative liquid fuels to replace traditional hydrocarbon fuels have been implemented.[334][335] Char is composed of highly dispersed carbon nanoparticles able to exist in the atmosphere as aerosols for a long time.[336] These particles have a significant impact on physiological processes in the human body; they can induce pathological changes in the respiratory system and increase the risk of cardiovascular diseases and carcinogenesis, in particular development of lung cancer.[337][338] In order to optimize combustion and reduce the content of carbon emissions in the combustion products, oxygen-containing additives that improve the oxidation kinetics started to be added into fuel mixtures.[339][340]
Current research in this area focuses on the use of oxygen-containing fuel compositions, including methanol, ethanol, dimethyl ether, ethyl acetate, and so on.[341] Intensification of the oxygen balance in fuel mixtures ensures more complete combustion of hydrocarbons, which leads to a decrease in the concentration of soot particles in the combustion products.[342] Methanol and ethanol contain a high proportion of oxygen and, hence, they can suppress soot formation.[343] Blending of bioethanol with conventional diesel fuel not only enhances the performance characteristics of internal combustion engines (ICEs), but also reduces the emission of solid particles.[344][345] However, the inclusion of methanol into diesel blends has engineering limitations caused by low solubility of methanol in nonpolar media and difficulty of phase mixing with air–fuel mixtures.[346] Experimental studies of hybrid blends based on biodiesel, methanol, and hydrocarbon fuels showed that upon an increase in the methanol content to 60%, the concentration of solid particles decreases by 75%; however, the NOx concentration simultaneously increases by 12.3%.[347] The effect of ethanol, which is used as an additive, on the kinetics of formation of solid particles was studied for the ethylene diffusion combustion at various pressures; it was found that 10 wt.% replacement of ethylene produces the maximum synergistic effect towards suppression of soot formation.[348][349]
Butanol also attracts attention as a promising fuel modifier due to its high calorific value, improved compatibility with traditional fuels, and low corrosivity. Consequently, butanol can be used in ICEs without the need for significant modifications.[350][351] Diesel fuels with butanol components have a pronounced anti-soot effect.[352][353] The soot formation is also suppressed by introduction of anisole, an oxygen-containing aromatic compound formed upon lignin depolymerization and characterized by a high cetane number and low toxicity.[354][355] However, exceeding a certain threshold of anisole concentration in a fuel can lead to the opposite effect, that is, intensification of carbon deposition.[356]
Apart from the addition of oxygen compounds, promising research is directed towards testing of various catalytically active additives, including alkaline and acidic compounds. The introduction of sodium carbonate or potassium hydroxide can modulate the acid–alkaline balance in the flame zone, thus influencing the kinetics of oxidative processes and the agglomeration processes of soot structures.[357] These modifiers are also able to change the mechanisms of transformation of nitrogen- and sulfur-containing impurities in fuel systems. However, the lack of sufficient knowledge of the mechanisms of combined action of fuel additives on the soot formation is a serious challenge in the development of effective strategies for reducing industrial emissions.
Thus, the use of oxygenates as fuel modifiers continues to be an important trend for increasing the quality of fuel combustion and reducing soot particle emissions. However, despite the advances along this line, issues related to engineering limitations and potential adverse effects induced by high concentrations of special additives have not yet been fully clarified. Further studies in the field of combined use of fuel additives and their influence on combustion kinetics and soot formation may become a key element for the decrease in carbon emissions and minimization of the impact of vehicles on the environment.
4. Energy, environmental, and techno-economic prospects
The development of particular components and alternative fuel blends requires control of their major properties and characteristics to enable their practical application within complete life cycle as substitutes for or additives to petroleum-based fuels. There are specific features of control of fuel properties for their applications in power and engine systems. Analysis of these features with allowance for the potential application of fuels in land, water and air vehicles is presented below.
4.1. Properties of fuel blends
The main requirements to the developed alternative liquid fuels are full compatibility with the existing refuelling infrastructure and minimization (compared to petroleum-based fuels) of anthropogenic emissions throughout their life cycle.
The main sorts of biodiesel for the automotive sector are methyl esters, which are produced by transesterification of triglycerides.[358] Biodiesel has a higher cetane number (51 and above) [359] compared to petroleum-based diesel fuel (40 – 50), which promotes more efficient and clean combustion. In addition, the oxygen content in biodiesel amounts to 10 – 12 wt.%; this enhances the combustion process and reduces the carbon monoxide and soot emissions, but increases the emissions of nitrogen oxides (NOₓ),[360] which requires additional measures for emission control. The calorific value of biodiesel is somewhat lower (by approximately 8 – 10%) than that of conventional diesel fuel (this may result in a somewhat higher fuel consumption). Also, biodiesel has a higher pour point of approximately 0°С, whereas the pour point of the commercial diesel fuel is –34°С.[358] This may bring about complications such as increase in the fuel viscosity and filter clogging at low temperatures.[361] The reduced productivity at low temperatures requires the use of special additives or mixing with petroleum-based diesel.
The physicochemical properties and performance characteristics of biodiesel are regulated by approved state standards GOST R 53605 (Ref. [362]) and GOST 33131 [363] for blending methyl esters with petroleum-based fuels in various proportions. The key parameters that are to be controlled in the first stage of biodiesel production include density, viscosity, flash point, iodine number, acid number, cetane number, cloud and pour points, low-temperature fluidity, and cold filter plugging point. The iodine number is directly related to the oxidative stability of biodiesel, which can subsequently affect the formation of insoluble deposits.[364][365] According to GOST R 53605, the iodine number limit for biodiesel is 120 g I2/100 g.[362] A high acid number (more than 0.50 mg KOH cm–3) is undesirable, since this affects the corrosion of metal components of the fuel system.[366] High density (above 860 kg m–3) can have an adverse effect on the fuel injection time,[367][368] which decreases the rate of energy evolution and increases the NOx emission.[369] Viscosity of the fuel affects the atomization characteristics. According to GOST R 53605,[362] the maximum permissible viscosity is 5.0 mm2 s–1. High viscosity leads to increasing degree of dispersion of fuel droplets in the combustion chamber, which results in increasing ash content [370][371]and decreasing heat of combustion and generally reduces the efficiency of the engine;[372][373] in addition, this increases the atmospheric emissions.[371] [374] The closed cup flash point should be not lower than 32°C (Ref. [363]) for safe storage of the fuel in tanks. Any minor deviations of these characteristics can reduce engine efficiency and increase emissions to the environment. Full compliance with the standards is necessary for successful introduction of biodiesel into the existing automotive infrastructure.
Even more stringent requirements are imposed on the stability of aviation fuels (especially SAF). Apart from the full compliance of the physicochemical and performance characteristics with GOST 10227 (Ref. [375]) and ASTM D7566-22,[305] since 2024, a fuel should also comply with fourteen criteria,[376] the main of which are as follows. A fuel should decrease the greenhouse emissions by 10% throughout the life cycle compared to that for petroleum-based fuels (89 g СО2 MJ–1); a fuel should not be produced from biomass collected in carbon-rich regions (coral reefs, wetlands, etc.); the production should maintain or improve the availability of water quality and maintain the biological condition of soil, minimize air pollution, and promote responsible waste and chemical management.
In the aviation industry, even minor deviations of characteristics are regarded as failures preventing the approval of a fuel as a commercial product. An important indicator of a developed jet fuel is thermal stability.[377] The oxidative stability of a fuel at the operating temperature is an important performance requirement. High thermal oxidation resistance is required. The kinematic viscosity at –20°C is a value used to determine the low-temperature fluidity of fuels. A high-viscosity jet fuel can cause problems of pumping, poor atomization, incomplete combustion, and, in extreme cases, coking of fuel nozzles.[378] Also, the content of aromatic compounds should be not lower than 8 vol.%, and a lower value may cause fuel leakage.[379] Direct contact of SAF with polymer nitrile seals causes the seal deformation. The problems related to measurement of the fuel tank volume and compatibility of a fuel with the existing additives should also be borne in mind.[379-385]
However, investigation of the listed properties requires large amounts of biofuels. These large amounts cannot always be accumulated under laboratory conditions. The yield of biokerosene fraction is usually less than 5 mL. Therefore, a possible method of analytical studies is two-dimensional chromatography.[386] Petroleum fuels are complex mixtures of hydrocarbons, the compositions of which are chosen in such a way as to provide the optimal performance and reliability of aircraft engines. The major components of this fuel are n-alkanes, isoalkanes, cycloalkanes, and aromatic hydrocarbons.[386][387] Each of these classes of compounds makes a unique contribution to the fuel properties. Analysis and comparison of class compositions of fuels make it possible to evaluate the fuel applicability and predict the physicochemical properties of the fuels.[388] For example, n-alkanes have a high calorific value and combustion stability.[389] However, they have relatively high freezing point, which may induce the crystallization of components at low temperatures,[390][391] typical of high altitude flights. This may induce problems with fuel fluidity and operation of the fuel supply system.[392] Isoalkanes are characterized by branched structures of molecules. This decreases the freezing point, thus improving the fuel fluidity at low temperatures.[391] In addition, isoalkanes have a higher octane number, which increases the anti-knock properties of the fuel and promotes more efficient combustion in the engine.[48] Cycloalkanes (naphthenes) contribute to increasing density of the fuel and improve the calorific value;[386][391] they provide stabilities at high temperatures and pressures, which is important for operation of aircraft engines under extreme conditions; however, they slow down the evaporation.[393] Aromatic compounds have high octane numbers, which improves the anti-knock properties of fuels. However, high concentrations of aromatic hydrocarbons can have an adverse effect on the environmental properties due to increased emissions of soot and other harmful substances upon combustion.[394] Therefore, their content in jet fuels is usually limited by specifications.
The class composition of biokerosenes (Table 12) [393][395-397] produced by hydrocracking of a mixture of vacuum gas oil and tall oil is similar to the compositions of conventional hydrocarbon fuels such as straight-run kerosene and hydrotreated kerosene.
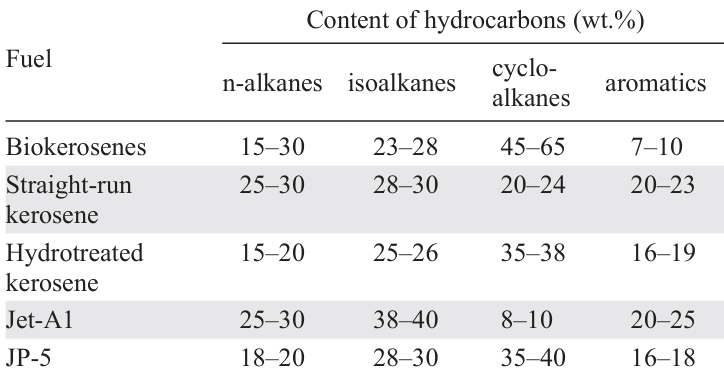
A distinctive feature is low content of aromatic HCs and high content of cycloalkanes. In the former case, there is beneficial effect on the environmental characteristics,[394] while the latter is beneficial for the fuel vaporization rate. The high content of cycloalkanes slows down the fuel vaporization,[393] which results in a slower preparation of the fuel mixture. A similar effect is observed at high contents of aromatic HCs due to their anti-knock behaviour. This effect is minimized in the presence of n-alkanes and isoalkanes, due to their high reactivity.[48] Thus, understanding of the role of n-alkanes, isoalkanes, cycloalkanes, and aromatic hydrocarbons is a key for the development of effective and safe fuel mixtures and the subsequent commercialization of biofuel in both automotive and aircraft industry. Minor deviations may lead to failures and fast wear of fuel system and engine parts, which directly affects the safety of vehicle operation. The development of new fuels from bio-feedstock using various chemical processes, with their catalysts and groups of parameters varying over wide limits, is a challenging problem. One way to solve this problem with decreased labour cost of testing, in order to evaluate further prospects of biofuel samples, is to design and use prognostic mathematical models; these models are based on the analytical and experimental data for some combinations of the varied parameters.[398][399] Under these conditions, to effectively reach the final goal (development of a technology and production of commercial biofuel), it is important to integrate, at one site, the logistic and technical support for continuous testing of feedstock, intermediates, and final products including analytical and laboratory experiments and pilot tests at low-scale units.
4.2. Testing of biofuels for land and water transport
The main types of liquid fuels for land and water transport are gasolines and diesel fuels. When they are blended with bio-components, the resulting blends are commonly called biogasolines and biodiesels. There are a few known testing units, e.g., those shown in Figs 3 – 5.[400-402] The first one (Fig. 3) can be used to record the flame parameters during the combustion of biodiesel. Most often, the flame height is determined by visual inspection or using camera images. A new concept of stoichiometric flame was proposed.[400] According to this concept, the flame height is determined by the distance from the nozzle outlet to the axial position when the ratio of the fuel to the oxidant exactly corresponds to the stoichiometric ratio. The flame chemiluminescence is closely related to chemical reactions, and the chemical reactions can be monitored with the help of OH radicals. Thus, the flame height can be used to calibrate the planar laser induced fluorescence (OH-PLIF) system. The OH-PLIF system can directly provide a two-dimensional distribution of the OH radical concentration in the flame during combustion. The burner is equipped with an infrared exhaust gas analyzer (MGA 5) to measure and analyze the combustion products.
![[{"id":"7IzWMTicFy","type":"paragraph","data":{"text":"Testing system with evaporation and spray combustion of liquid fuel biomass.<sup>400</sup>"}}]](/storage/images/resized/fhk2VqSiF7yDkva7DzH6YCHcHa2rZBr2pnVhxSue_xl.webp)
A distinctive feature of the second unit (Fig. 4) is the possibility of generating a dual-fuel swirl flame. The swirling air is premixed with methane at the outlet of the burner and comes out as a swirl flow. The liquid fuel and atomizing air are fed independently to the burner inlet. Characteristics of the spray combustion and glycerol emission were determined [402] using the swirl flame burner. Due to the low calorific value inherent in glycerol, the swirling air was premixed with methane to form a co-fired globally lean flame.
![[{"id":"_Vw1f2Bofm","type":"paragraph","data":{"text":"Swirl-flame combustion testing system for dual-fuel injection of glycerol and methane.<sup>401</sup>"}}]](/storage/images/resized/5eWrS2ClklEZejH1nHDiHfppZTIUH5Ps2hLN7FLI_xl.webp)
A swirl flame unit (Fig. 5) was developed [402] to test fuel blends and evaluate environmental indicators. The main distinctive feature of this third unit is the possibility of controlling the flow rate of the fuel by varying the injection pressure and air flow rate, which is attained by changing the power of the fan. The unit has a system for exhaust gas recirculation and heat exchange equipment, which markedly reduces harmful emissions upon fuel burning. Unlike the units presented above, in this case, characteristics are analyzed not only around the combustion chamber, but also downstream of the chamber. The unit can also be used to measure the concentrations of compounds contained in exhaust gas and the temperature of the heat transfer agent in the exhaust gas cooling system after the combustion chamber. These characteristics make it possible to consider the calorific value of biofuel. The known characteristics of the fuel in the swirl burner unit can be used to determine the fuel applicability for internal combustion engines. In the case of a positive conclusion about the possibility of using the tested fuel in ICEs, the sample enters the next stage of tests.
![[{"id":"N9p4_foJ7B","type":"paragraph","data":{"text":"Swirl burner testing system<sup>402</sup> (<i>1</i>) gas cylinder with a nitrogen pressure regulator; (<i>2</i>) pressure gauge; (<i>3</i>) fuel tank; (<i>4</i>) blower fan; (<i>5</i>) exhaust gas recirculation tract; (<i>6</i>) temperature sensor; (<i>7</i>) oxygen sensor; (<i>8</i>) gas analyzer probe; (<i>9</i>) intrachannel fan; (<i>10</i>) circulation pump; (<i>11</i>) heat transfer agent tank; (<i>12</i>) ignition electrodes; (<i>13</i>) diesel nozzle; (<i>14</i>) gas/air flow swirler; (<i>15</i>) combustion chamber with optical access; (<i>16</i>) heat exchanger."}}]](/storage/images/resized/eafzjtTlUfQNpOZr97caYp6QqVdwoH7s3B3hzxZD_xl.webp)
The experimental setup (see Fig. 5) is used to determine the flame characteristics, temperature of the oxidant in the combustion chamber, exhaust gas temperature upstream and downstream of the heat exchanger, and exhaust gas composition. Further testing of fuel blends is performed using test benches for alternative diesel fuels in the operation mode of a full-size internal combustion diesel engine without a load. The characteristics used to evaluate the engine operation efficiency with the test fuel include: fuel consumption rate, power, engine speed at which a particular value is achieved, CO concentration in the exhaust gas, and CO2, NO, SO2, NO2, and СН4 concentrations.
Biofuels of two types consisting of waste engine oil and jatropha oil have been studied.[400] In experiments, characteristic features of biodiesel vaporization, atomization, and combustion were identified. In particular, it was shown that the laminar flame height of pre-blended biodiesel increased with increasing equivalence factor (F), while the flame of biodiesel made of waste engine oil had a lower height than the flame of the jatropha oil biodiesel. Thus, the area of the flame front during the combustion was smaller in the case of waste oil biodiesel than for jatropha oil biodiesel. The CO concentration was minimized for F of 1.1 and was considerably higher for F ranging from 1.1 to 2.0. The emissions of CO2 followed the opposite trend. The CO/CO2 ratio in the exhaust gas was higher for the jatropha biodiesel than for waste oil biodiesel. Carbon monoxide was mainly formed via the following elementary reaction:

with CO formation being suppressed by higher OH radical intensity. The concentrations of NO decreased with increasing F. Thus, the jatropha biodiesel generates more emissions than the waste oil biodiesel.
Considerable attention in the scientific literature is paid to both biodiesel production and determination of optimal conditions of engine operation with this fuel.[403] It was found[403] that the brake thermal efficiency was 3.5% lower for biodiesel (B100) than for conventional diesel. At a rated load, the brake specific energy consumption was 36% higher for B100 than for diesel. The brake specific energy consumption was found to decrease with increasing amount of the biodiesel blend. The NO concentrations at the rated load were 6% higher for the biodiesel (B100) than for the diesel fuel. The emissions of unburnt hydrocarbons and smoke were lower than those for the diesel fuel by 22% and 23%, respectively. The CO2 emission at the rated load was 4% higher in the case of biodiesel than in the case of conventional diesel, while CO emission was 0.4% lower for the biodiesel due to high concentration of oxygen, resulting in complete combustion of the biodiesel.
Table 13 indicates [402-404] the most widely used conditions for determination of fuel characteristics from the engineering standpoint (EGR is the exhaust gas recirculation, i.e., increased injection pressure).[405-407] Three types of distribution of weighting coefficients in the weighted sum method were applied, namely: V1 corresponded to the basic calculation and equal distribution of the coefficients among the types of parameters; V2 implied strong domination of the weighting coefficient (0.6) for the fuel price per litre criterion; and V3 implied strong domination of the environmental criterion. According to the first method, the biofuel B12 was most similar to the common diesel fuel in the performance (weighted sum of criteria). In the approach where the cost of fuel was the crucial factor, the weighted sum of criteria for biodiesels decreased almost 2 – 3-fold, and the amount of bioadditive to diesel fuel had a proportional effect on the biofuel performance. Considering the anthropogenic effect (V3), the weighted sum of criteria for rapeseed biodiesel B12 exceeded that for the diesel fuel. This confirms the expediency of using biofuels as fuel additives.
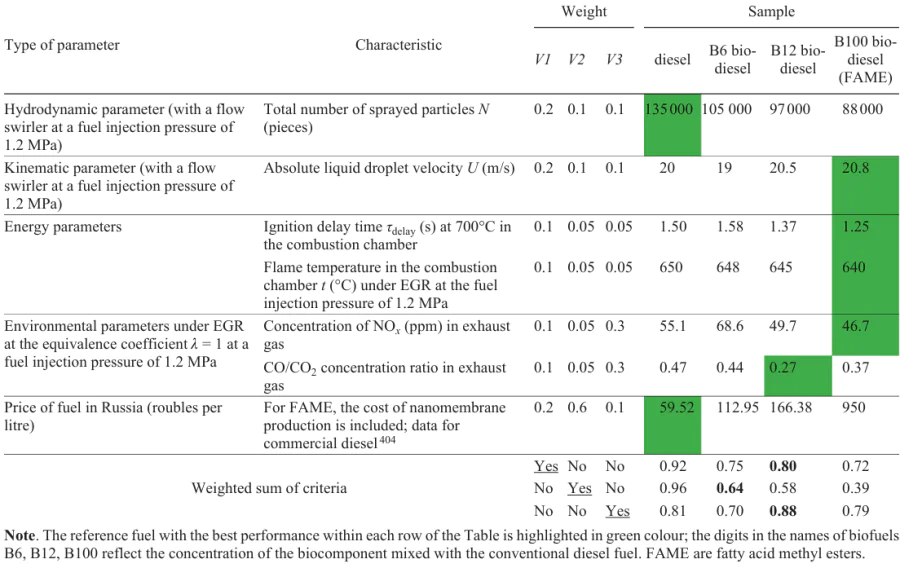
4.3. Testing of biofuels for aviation
A setup for testing alternative fuels for aviation purposes (Fig. 6a) with variable pressure and temperature and the fuel injection system (single droplet, group of droplets, and spray) was designed at the National Research Tomsk Polytechnic University.[405] A unique feature is that a broad range of components of exhaust gases can be detected using advanced high-precision gas-analyzing equipment capable of operating at high temperatures and high gas flow velocities. The key performance characteristics of typical aircraft installations include thrust-cost and altitude-climatic characteristics. A procedure developed [406] for the control of thrust characteristics of a gas turbine engine (GTE) is based on a change in the geometry of the air – fuel stream out of the nozzle. Particularly GTEs are used to construct testing systems for jet fuels. Pilot tests with a basic nozzle and with a throttle cone oriented toward the fuel – air stream. The testing results were obtained [407] by combustion of alternative liquid fuel blends based on dimethyl ester/biodiesel/Jet A-1. It was found that a decrease in the nozzle surface area by 23% is accompanied by a 20% decrease in the rotation frequency of turbine blades. Correspondingly, the temperature of exhaust gas increases by 250 K, the thrust decreases by 30%, but the noise level decreases. The above changes are due to a decrease in the air consumption. Specific features of GTE design widely used in aircraft model engineering were distinguished.[408] The calculated altitude-velocity and throttle characteristics of GTE and the results of subsequent thermal gas dynamic calculation were presented. It was found that the dynamic compression ratio in the compressor and the compressor efficiency can be estimated in the simplified form by multidimensional interpolation of specification characteristics of centrifugal compressors. The dependences of the compression ratio and the compressor efficiency on the relative current density and reduced rotation frequency were determined. The results of the thermal gas dynamic calculations of GTE by numerical modelling methods were demonstrated.[409] The procedure was validated by determination of the thrust characteristics of GTE. The advantages and disadvantages of this procedure compared with other methods were described.[409]
![[{"id":"Wb2iCUi6Vo","type":"paragraph","data":{"text":"Testing system<sup>405</sup> with heating of droplets and sprays of alternative liquid fuels (<i>a</i>) and micro gas turbine engines (<i>b</i>): (<i>1</i>) battery; (<i>2</i>) GTE control board; (<i>3</i>) pulse width modulation device; (<i>4</i>) GTE-180 fuel injection valve; (<i>5</i>) GTE-250 fuel injection valve; (<i>6</i>) drain valve; (<i>7</i>) GTE control block; (<i>8</i>) measurement block; (<i>9</i>) gas analyzer; (<i>10</i>) gas analyzer probe; (<i>11</i>) noise and vibration analyzer; (<i>12</i>) automatic workstation with a bench mimic diagram."}}]](/storage/images/resized/n0v3sv27vSXIyAUUqW6zHIvsPekGyctte1ZMibrF_xl.webp)
The setup shown in Fig. 6b was designed [405] to carry out firing bench tests involving combustion of liquid fuels in micro gas turbine engines with rated thrust of 180 and 250 N and engine classification in terms of throttle characteristics, thermal gas dynamic parameters, noise, vibration, and emission characteristics. A cycle of firing bench tests involves recording of GTE operation characteristics such as thrust; static pressure in the inlet channel; static pressure in the compressor; total pressure in the compressor, combustion chamber, and turbine; turbine rotation speed; inlet air temperature; and temperature in the compressor, downstream of the turbine, and at the nozzle edge. The gas analyzer measures the concentrations of О2, СО, CO2, NO, NO2, N2O, SO2, СН4, and С3Н8. The unique character of the system is the possibility of detecting a broad range of exhaust gas components with fast-response gas analyzing equipment capable of operating at elevated temperatures and gas flow rates.
In the experimental studies and tests carried out at the National Research Tomsk Polytechnic University, integral performance characteristics of engine and power systems operating on conventional and alternative fuels were determined. The method of weighted sums was applied for multicriteria evaluation of the efficiency of fuel blends.[410] The calculation of the final performance indicators of micro-GTEs using liquid fuels included the following stages: (1) definition of the evaluation criteria; (2) normalization of the selected criteria; (3) assigning weighting coefficients to each normalized criterion; and (4) calculation of the final performance indicator by the formula
where wi is the weighting coefficient; x–i is the normalized evaluation criterion; n is the number of evaluation criteria; An is the final integral performance indicator.
In the case of GTE, the key evaluation characteristics include fuel consumption (B), thrust (P), net efficiency (hEF), noise level (sound pressure), vibration level, CO2 concentration, CO concentration, NO concentration, SO2 concentration, CxHy concentration, NO2 concentration, N2O concentration, and СН4 concentration. For fuel consumption, sound pressure, vibration level, and concentrations of СО, CO2, NO, NO2, N2O, SO2, СН4 , and С3Н8 emissions, the optimal values are the lowest ones. The optimal value for the thrust to efficiency ratio is the highest one. Fig. 7 illustrates a typical example of comparison of the integral performance indicators of two small-sized gas turbine units operating on liquid fuels at minimum and maximum rotation frequencies of turbine blades.
![[{"id":"AA0dUD9mvg","type":"paragraph","data":{"text":"Typical example of integral performance indicators of testing units:<sup>405</sup> (<i>1</i>) GTE-180 at 33 000 rpm; (<i>2</i>) GTE-180 at 124 300 rpm; (<i>3</i>) GTE-250 at 35 000 rpm; (<i>4</i>) GTE-250 at 115 900 rpm."}}]](/storage/images/resized/nV7sSSpPreuarhhDzyTctVwkKbg3VtNEmiNiEClF_xl.webp)
5. Conclusion
Analysis of the results of studies presented in this review makes it possible to identify several most relevant tasks, the solution of which will markedly accelerate the wide use of alternative liquid fuels for power and engine systems. The range of feedstock for the industrial production of effective fuel blends is considerably limited. The examples of synthesis of alternative liquid fuels from rapeseed and tall oils, their esters, cooking fats, and biomass-derived syngas highlighted in this review cannot always be replicated for a long term because of limited amount of resources in particular regions. Flexible mechanisms are required to modify fuel production processes considering changes in the components and their properties. The processes of fuel production from bio-feedstock are rather lengthy and, in early stages, they give relatively small amounts of products. Research centres with test benches and regulatory framework are needed to provide the possibility of testing new fuel samples at all stages of their life cycle. The optimization of fuel production taking into account a wide range of potential components, diversity of component properties, and diversity of process characteristics (30 to 50 simultaneously controlled variables) throughout the fuel life cycle can be successfully performed only using big data processing methods. It is necessary to apply artificial intelligence technologies for rational selection of fuel blends and for selecting the design and conditions of their production processes, and conditions for all stages of fuel life cycle with the goal to achieve the maximum performance indicators of alternative liquid fuels in comparison with conventional ones. It is necessary to develop process digital twins to predict the performance characteristics of the entire life cycle (production, storage, transportation, atomization, combustion) of alternative liquid fuels under different external conditions. The use of appropriate digital twins can help to optimize the industrial processes and conditions. This will bring about the possibility of fast fuel testing in experimental units to obtain multicriteria performance coefficients for fuel compositions and for particular types of power and engine systems. In this case, it is possible to objectively predict changes in environmental, energy, economic, engineering, and other parameters of operation of industrial units and whole industries.
The performed comparative analysis demonstrates that scientific grounds for the production of alternative liquid fuel components have been developed in Russia for various feedstocks: coal beneficiation and oil refining wastes, used industrial oils and plastics, agricultural and wood processing wastes, vegetable oils, fatty acid esters, industrial effluents, tar decanter sludge, resins, used cooking fats, silt and hydrate deposits, and microalgae. According to the data on the properties of fuel blends and their conversion characteristics highlighted in this review, oil production and coal beneficiation wastes, used cooking fats, biomass and vegetable feedstock can be distinguished as the most promising feedstocks. Considering multicriteria evaluation of logistical, environmental, energy, and techno-economic indicators, transesterification, catalytic cracking, and hydrocracking are most ready for the industrial production of alternative liquid fuels. In order to create the industry of non-petroleum fuels, it is necessary to arrange a system for fuel production and testing throughout the life cycle with minimum amounts of samples focusing on the integrated tackling of problems such as waste disposal; involvement of regional resources for energy sovereignty; reduction of the rate of consumption of fossil feedstock; decrease in the emissions and improving the performance of power and energy systems.
6. Acknowledgments
This work was stimulated by the desire to design an integrated system of production, control of main properties and characteristics, examination and testing of new-generation alternative liquid fuels with improved techno-economic, environmental, and energy performance for engine and power systems. At the Heat and Mass Transfer Laboratory of the National Research Tomsk Polytechnic University, Project No. PISh-NIR-2024-009 (agreement No. 075-15-2022–1146 dated July 7, 2022) is implemented in the framework of the Advanced Engineering School with the goal to compose a database of properties of promising fuel components and blends, characteristics of their life cycle (from the synthesis to combustion at small-scale laboratory and full-size test benches). The team of authors would like to thank the staff of the institutions they represent for the assistance in preparing this review.
7. List of abbreviations and symbols
An — integral performance indicator,
B — fuel consumption,
F — equivalence coefficient (–),
n — number of evaluation criteria,
p — pressure (MPa),
Р — thrust (N),
SAF — sustainable aviation fuel,
t — temperature (°C),
τ — time (h),
τdelay — ignition delay time (s),
U — liquid droplet velocity (m/s),
wi — weighting coefficient (–),
x–i — normalized,
ηEF — net efficiency (%).
FTS — Fischer – Tropsch synthesis,
GTE — gas-turbine engine,
HC — hydrocarbons,
ICE — internal combustion engine,
MPW — mixed plastic waste,
TO — thermolysis oil,
VGO — vacuum gas oil,
VHSV — volume hourly space velocity (h–1),
WHSV — weight hourly space velocity (h–1).
8. Information about the authors
P.A.Strizhak. Doctor of Physical and Mathematical Sciences, Corresponding Member of RAS, Professor at the I.N.Butakov Scientific and Educational Center, National Research Tomsk Polytechnic University.
E-mail: pavelspa@tpu.ru
Current research interests: physics, power engineering, chemistry, mechanics, general and complex problems of technical and applied sciences, mathematics, environmental protection.
S.M.Aldoshin. Doctor of Chemical Sciences, Academician of RAS, Scientific Director at the Federal Research Center of Problems of Chemical Physics and Medicinal Chemistry RAS.
E-mail: aldoshin@icp.ac.ru
Current research interests: crystal chemistry, quantum chemistry, solid state chemistry, materials science, information technology.
D.O.Glushkov. Doctor of Technical Sciences, Professor at the Research School of Physics of High-Energy Processes, National Research Tomsk Polytechnic University.
E-mail: dmitriyog@tpu.ru
Current research interests: chemistry, power engineering, physics, mechanics, chemical technology, chemical industry, cybernetics, environmental protection.
K.I.Dement’ev. Candidate of Chemical Sciences, Deputy Director at the A.V.Topchiev Institute of Petrochemical Synthesis RAS.
E-mail: kdementev@ips.ac.ru
Current research interests: heterogeneous catalysis, catalytic cracking, polymer waste processing, biomass processing, decarbonization, hydrogen.
E.N.Ivashkina. Doctor of Technical Sciences, Professor at the Division for Chemical Engineering of the School of Earth Sciences and Engineering, National Research Tomsk Polytechnic University.
E-mail: ivashkinaen@tpu.ru
Current research interests: chemical technology, chemical industry, chemistry, cybernetics, geology, power engineering, mining, mathematics.
M.V.Kulikova. Doctor of Chemical Sciences, Chief Researcher, Head of the A.N.Bashkirov Catalytic Synthesis Sector, A.V.Topchiev Institute of Petrochemical Synthesis RAS.
E-mail: m_kulikova@ips.ac.ru
Current research interests: chemistry, chemical technology, chemical industry, physics, biology.
A.L.Maximov. Doctor of Chemical Sciences, Academician of RAS,
Director at the A.V.Topchiev Institute of Petrochemical Synthesis RAS.
E-mail: max@ips.ac
Current research interests: chemistry, chemical technology, chemical industry, biology, biotechnology, mechanical engineering, science studies.
G.Yu.Nazarova. Candidate of Technical Sciences, Associate Professor at the Division for Chemical Engineering of the School of Earth Sciences and Engineering, National Research Tomsk Polytechnic University.
E-mail: silko@tpu.ru
Current research interests: chemical technology, chemical industry, chemistry, cybernetics, geology, power engineering, mining, mathematics.
A.S.Noskov. Doctor of Engineering Sciences, Corresponding Member of RAS, Head of the Research Direction at the Federal Research Center Boreskov Institute of Catalysis SB RAS.
E-mail: noskov@catalysis.ru
Current research interests: chemistry, construction, architecture, mechanical engineering, chemical technology, chemical industry, metallurgy, physics, mechanics.
V.N.Parmon. Doctor of Chemical Sciences, Academician of RAS, Scientific Director at the Federal Research Center Boreskov Institute of Catalysis SB RAS.
E-mail: parmon@sb-ras.ru
Current research interests: chemistry, chemical technology, chemical industry, physics, biology, power engineering, science studies.
K.K.Paushkina. Research engineer of Research School of Physics of High-Energy Processes at the National Research Tomsk Polytechnic University.
E-mail: kkp1@tpu.ru
Current research interests: power engineering, physics, mechanics, chemistry, chemical technology, chemical industry, environmental protection.
E.V.Popok. Candidate of Technical Sciences, Associate Professor at the Division for Chemical Engineering of the School of Earth Sciences and Engineering, National Research Tomsk Polytechnic University.
E-mail: evgensan@tpu.ru
Current research interests: chemical technology, chemical industry, chemistry, cybernetics, geology, power engineering, mining, mathematics.
A.S.Sviridenko. PhD student at the Research School of Physics of High-Energy Processes, National Research Tomsk Polytechnic University.
E-mail: ass125@tpu.ru
Current research interests: power engineering, physics, mechanics, chemistry, chemical technology, chemical industry, environmental protection.
L.S.Yanovsky. Doctor of Technical Sciences, Corresponding Member of RAS, Head of the Department of Special Aircraft Engines and Chemmotology, P.I.Baranov Central Institute for Aviation Motor Development.
E-mail: lsyanovskiy@ciam.ru
Current research interests: mechanical engineering, chemical technology, chemical industry, chemistry, power engineering, mechanics, physics, mathematics.
References