Keywords
Abstract
Today, there are three important trends in the chemical industry worldwide: the revival of acetylene chemistry, development of a fundamentally different approach to the processing of coal as a chemical raw material, and elaboration of environmentally friendly industrial processes. One such process is plasmachemical production of acetylene from coal, which is analyzed in the review in comparison with other processes, both existing and prospective ones. The review also explores the modification of some known industrial processes with the goal to improve the environmental performance without compromising the economy and describes recently discovered methods for utilization of industrial waste from PVC production, which could potentially form the basis for future processes in acetylene chemistry. The performed analysis allows the authors to give recommendations for implementation of the most effective and environmentally friendly processes for acetylene production in industry, considering the current economic and environmental situation in Russia and in the world.
The bibliography includes 166 references.
1. Introduction
In the 21st century, researchers around the world actively discuss again the prospects for industrial acetylene chemistry. The number of publications in this field increases every year. This is related, first of all, to the active phase of revival of acetylene as a source of quite a few high-margin products. In the future, well-developed acetylene chemistry would make it possible to abandon the use of petroleum feedstock for the production of a number of valuable chemical products. In the case of development of industrial acetylene chemistry in Russia, this is related to a new basic technological platform for processing and production of some important products not only for the import substitution, but also for the export expansion. The industrial processes for acetylene production and processing are particularly promising in view of the predicted oil shortage that will inevitably occur within 30 – 50 years.
Currently, it is still an open question as to which method of acetylene generation will be preferable from both economic and environmental standpoints. In recent years, reviews considering virtually all known methods for industrial production of acetylene in the context of revival of industrial acetylene chemistry have been published in open sources. However, the published reviews do not give definite conclusions or recommendations for implementing the most promising processes for acetylene production both today and in the future. Also, the issue of upgrading some already known acetylene production processes in order to improve the environmental performance without compromising the economic performance has not yet been adequately addressed in open sources. It is important to note that modern acetylene production processes must comply with the green chemistry concept. The elaboration and implementation of the most promising technologies for the industrial production of acetylene would be inevitably bound to a particular region in Russia or in the world: this includes, first of all, the presence or absence of an inexpensive energy source, raw material sources, and supply logistics. It is noteworthy that acetylene processing products rather than acetylene itself would be crucial for the economic feasibility of future production techniques.
The present review, apart from giving a detailed account of known industrial processes for acetylene production, also discusses laboratory methods that could be implemented in industry in the future. Also, attention is concentrated on descriptions of some promising products of acetylene conversion and on recently discovered methods for utilization of PVC production waste, which may underlie future techniques related to acetylene chemistry. The analysis of the benefits and drawbacks of all known methods for acetylene production presented in this review provides particular conclusions concerning the most promising methods of acetylene production, first of all, in Russia, taking into account the current economic realities. The review focuses, first of all, on plasma chemistry as the most promising technology for industrial production of acetylene, being linked to the most appropriate regions of Russia. This technology will enable the involvement of raw materials that are not in demand as yet, for example, coal deposits that are now losing consumers since the global economy switches to alternative energy sources.
The history of acetylene has its roots deep in the 19th century: acetylene was discovered in 1836 by Davy. This was a milestone event in the history of chemical industry. Acetylene has become a key chemical with a wide range of applications. It serves as the main raw material for a variety of production processes, including the production of acetic acid, ethanol, synthetic rubber, plastics, dedicated grades of carbon black, explosives, solvents, varnishes, and organic glass. In addition, acetylene solution in ammonia is used as rocket fuel.
For ordinary people who are not familiar with chemistry, acetylene remains a fairly well-known gas employed for metal welding and cutting. Indeed, acetylene is actively used in the metal and other material working. This is due to high temperature and propagation speed of the flame, which leads to high energy density and fast heat supply to a work piece. It is known that acetylene is 50% more efficient than propane for obtaining extreme bevels.[1] Oxidizing, neutral, or reducing flame can be obtained by varying the ratio of oxygen to acetylene. A neutral or slightly reducing flame is used, most often, for steel and copper welding, whereas oxidizing flame is preferable for welding, cutting, etching, and surface quenching of brass.[2] Acetylene and oxygen are burned in separate burners or in burner bundles, the main components of which are acetylene and oxygen lines, a mixing chamber, control valves, a flashback arrestor, and a nozzle adapted to specific applications.[3][4] Acetylene flame mixed with air is sometimes used for tin soldering, hot air welding of thermoplastics, glass processing, and paint removal.[3] The applications of acetylene – oxygen and acetylene – air flames in metal working and relevant processes and equipment are described in detail by Wiechmann.[5] Higher temperatures of acetylene flame are crucial for welding in the pipeline construction.[6]
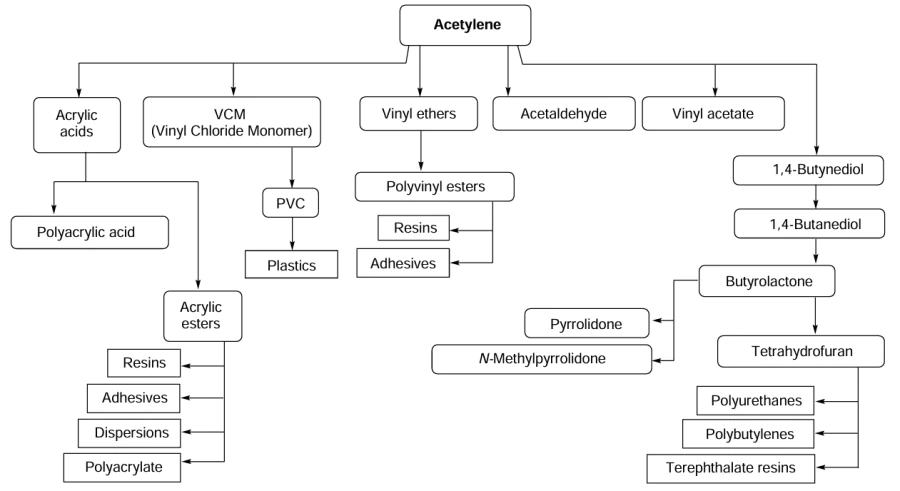
However, acetylene is still more valuable as a chemical raw material. In the period from the early 1940s to the late 1960s, acetylene formed the base for industrial organic synthesis, which determined the ‘acetylene chemistry age’. The global production of acetylene in that period was more than 10 million tons per year;[7][8] this was the peak of development of the industrial acetylene chemistry: all products given in Scheme 1 were produced from acetylene at that time.
Subsequently, with the progress of petrochemistry, the acetylene age was replaced by the ethylene age. At the end of 1950s, like most other processes based on acetylene, the production of, for example, acetaldehyde switched to an olefin-based process, particularly, Wacker oxidation. This happened because the production of olefins became more energy efficient and less expensive and industrial handling of olefins was easier and safer compared to that acetylene.[9] Thus, by the end of the 20th century, the production output of acetylene in the world decreased to a few hundred thousand tons per year.[7][10] The competition between acetylene and olefins resulted in that ethylene and propylene have been used, since the 1970s, to produce acetaldehyde, acrylonitrile, vinyl chloride, and vinyl acetate. Later, it was repeatedly debated that because of increasing oil prices, acetylene may again become an important raw material for chemical industry.[11-14] However, it is not only increasing oil prices that could initiate the revival of the industrial chemistry of acetylene. It is noteworthy that although acetylene is difficult to handle, it is still a more reactive compound.[15][16] Currently, acetylene retains its position[17] for the production of compounds that cannot be obtained from olefins, e.g., vinyl ethers, acetylenic alcohols, and 1,4-butanediol, which is used to produce quite a few valuable compounds for various field of economy.[16][18] Note that 1,4-butanediol can be obtained from maleic anhydride (Davy process), which competes with acetylene in the 1,4-butanediol → butyrolactone → tetrahydrofuran → polyurethane sequence. However, the Reppe process using acetylene and formaldehyde is still used most often to produce 1,4-butanediol.[19]
Currently, acetylene production is no longer declining, as competition from olefins became less strong than it used to be. First, this may be due to the fact that olefin chemistry relies on oil refining products, which are more expensive than natural gas, the main raw material for acetylene production. Second, acetylene is produced only in old plants characterized by low capital costs. Process upgrading such as increasing thermal efficiency and optimal use of by-products in a single production facility can make acetylene more competitive. The position of acetylene in chemical industry can be improved because of the diversity of valuable products that can be obtained from acetylene in high yields using currently known methods. To restore its positions in industry, acetylene must compete with ethylene in the production of vinyl chloride and vinyl acetate, while for the production of acrylic acid and acrylic esters it should compete with propylene.
Recent changes in the hydrocarbon market are related to the promotion of the green agenda. Investments in oil production projects are declining,[20][21] while investments in the production of natural gas, which has a lower carbon footprint, are increasing. Moreover, the proven oil reserves held by major western oil companies will ensure production for, on average, only the next 5 – 15 years.[20][21]For this reason and also due to increasing environmental taxes, the prime cost of oil is rising, which results in a shift of the feedstock used to obtain acetylene towards natural gas or non-coking coal, in the case of application of plasma-chemical technologies. The current situation shows that the appearance of new technologies would benefit the development of acetylene chemistry.[22] Vinyl chloride, vinyl acetate, and acrylic acid, which were previously large-scale products of acetylene chemistry, are now mainly produced from ethylene and propylene in most countries. However, in China, the demand for acetylene for the production of vinyl chloride monomer has been increasing by 15.9% per year[23][24] and additional units for the production of acetylene from calcium carbide were constructed in 2008 – 2013.
It is noteworthy that position of acetylene in the production of polyvinyl chloride (PVC) is maintained and even improved. Annually, about 40 million tons of this polymer are produced all over the world.[25] The global PVC market is large and ever growing, with the predicted size being $95.88 billion by 2030 and compound annual growth rate (CAGR) being 4.2%. Polyvinyl chloride is a versatile and widely used thermoplastic, which is utilized in the construction industry, packaging, electrical engineering and electronics, and in health care. The market is dominated by the Asia-Pacific region in which high growth rates are driven by the industrial and infrastructure development.[26] It is known that PVC is prepared from vinyl monomer, which is, in turn, synthesized by two key methods: (1) acetylene hydrochlorination[27] and (2) ethylene chlorination followed by pyrolysis. The acetylene process for PVC production is the major method in China (accounting for 80% of the national production capacity), owing to low price of coal, which is used to produce acetylene.[28]
In the future, the proportion of the ethylene process in PVC synthesis is expected to decline. This is primarily due to the fact that oil is gradually running out, while offshore oil production,[29] oil production from bituminous sand, and shale oil production are increasing. If current oil consumption levels remain unchanged, the reserves will last for 50 years.[20][21] A half of oil contained in the Earth at the beginning of production has already been consumed. By 2050 – 2060, the world’s leading economies plan to become carbon neutral. In this respect, acetylene will return to its former position for the synthesis of not only PVC, but also other critically important products that have been derived from oil for a long time, such as benzene, which is a key compound in the chemical industry with a market value of approximately $40 billion in 2022, expected to reach approximately $80 billion by 2030.[30][31] Benzene is widely used as an intermediate product in the manufacture of various consumer goods such as cleaning products, clothing, packaging, construction materials, and pharmaceuticals.[32] Currently, benzene is mainly produced by three methods that largely depend on oil and coal, namely, catalytic reforming, hydrodealkylation of toluene, and steam cracking, each providing approximately 30% of the market supply.[33] In the situation of global oil shortages, acetylene will serve as a source of benzene. Back in 1924, Zelinsky discovered that charcoal effectively catalyzes the formation of benzene by acetylene trimerization. More than a hundred years have passed since this discovery, but this is still a highly important reaction for organic synthesis and industry used to form the aromatic ring from linear hydrocarbons. However, the mechanism of this reaction was obscure until recently. Academician Ananikov’s research group described the mechanism of the Zelinsky reaction for the first time using quantum chemical calculations.[34] The key to the understanding of this process was related to carbene active sites located on carbon atoms at the zigzag-like edge of graphene. They represent an ideal platform for the effective formation of carbon – carbon bonds in the synthesis of benzene from acetylene. It was found[34] that the stepwise addition of acetylene molecules to the catalytic site is facilitated by continuous spin density oscillations, while the predominance of cyclotrimerization over linear oligomerization of acetylene is provided by a greater Gibbs energy difference. It was also shown experimentally[34] that acetylene is trimerized to give benzene also on the carbon material that is formed during the reaction. This proves that catalytically active sites can exist in a variety of carbon materials.
Recently, Markowz and Schütte[35] proposed an unusual application of acetylene as an alternative raw material. With increasing amount of fluctuating power in the grid from wind and solar energy generation, there is a need for large electricity consumers that could cope with the fluctuating conditions. Acetylene can be produced from natural gas or another carbon-containing feed in an electric arc furnace where hydrogen and soot are formed as by-products. These production units require a lot of electricity (a few hundred MW of electricity for a large-scale unit) and, hence, they can have a pronounced effect on the load balancing: in the periods of normal power supply and demand, the power plant connected to the acetylene unit would generate electricity for the electric arc furnace. If the power plant uses a gas turbine, hydrogen in the product stream from the arc can alternatively be used as a chemical feed or as an additional fuel for the gas turbine. In the periods of excess electricity production from renewable sources, the power plant will be shut down and electricity will be purchased from the grid; in the periods of high demand for electricity, the arc furnace will be shut down and electricity generated by the power plant will be sold to the grid. In combination with low methane prices (as is currently the case in the US due to the shale gas boom) and/or if gas-fired power plants suffer from insufficient operating hours (as often happens in Germany), this scheme may become economically competitive compared with the traditional chemical production routes.
It is important to note that acetylene is also an important intermediate of the combustion of complex hydrocarbons, for example, such as jet fuel.[36] The combustion of complex fuels, such as kerosene or oil-based and synthetic fuels, yields large amounts of polycyclic aromatic hydrocarbons (PAHs) as by-products because of incomplete oxidation or pyrolysis. In the case of insufficient oxygen supply, carbon atoms in aromatic molecules can form more complex PAH structures instead of reacting with oxygen to form carbon dioxide. This incomplete combustion gives soot precursors, which aggregate to form soot deposits on aircraft engine turbine blades. In addition, soot emissions lead to air pollution and represent a threat to human health and the environment. Acetylene is the simplest alkyne, important as a precursor of polycyclic aromatic hydrocarbons. Therefore, studies of acetylene formation processes provide valuable data on the influence of acetylene on the optimization of jet fuel combustion.
2. Known methods of acetylene production (process characteristics)
The carbide process is among the earliest and most well-known methods for acetylene production. Carbides are known to be subdivided into methanides, that is, methane derivatives (e.g., Al4C3, Be2C, Mg2C), and acetylides, that is, acetylene derivatives (e.g., BaC2, Na2C2, CaC2, LaC2, ZnC2), which react with water to give the corresponding hydroxide and acetylene (Equation (1)).

This process was widely used, but gradually it became less popular due to high energy requirements and low environmental performance.
Currently, a novel, recently discovered method for the generation of acetylene in situ was proposed. The method is based on dehydrohalogenation reaction of dihalo-substituted alkanes in superbasic systems (Equation (2)).

As an alternative to the carbide process, there is a number of other methods that can be combined under the common name ‘pyrolysis’. The unsaturated nature of the acetylene bond makes acetylene a unique molecule among hydrocarbons. Thus, the formation of acetylene under standard conditions is highly endothermic, Δf H° = 227.341 kJ mol–1, as compared, for example, with that of ethylene, Δf H° = 52.326 kJ mol–1. However, a more pronounced difference is observed when acetylene is compared with alkanes, for example, methane or propane (Δf H° = –74.621 and –103.931 kJ mol–1, respectively) (Fig. 1).
![[{"id":"CwIw5ppznj","type":"paragraph","data":{"text":"Enthalpy of formation of some hydrocarbons under standard conditions"}}]](/storage/images/resized/XTZpak3m6EMfpZUZ9nbAyhdcAHQ9Chf0mnfu7JOQ_xl.webp)
Due to the endothermic formation, the acetylene molecule is highly unstable and tends to undergo spontaneous deflagration and detonation to give soot and hydrogen (Equation (3)).

Correspondingly, during pyrolysis of hydrocarbons at high temperatures of approximately 1500–3500 K, the heated system tends to minimize its Gibbs free energy by forming new molecules (Fig. 2).
![[{"id":"nF838flMXJ","type":"paragraph","data":{"text":"Gibbs free energy as a function of temperature for methane, acetylene, and ethylene found by theoretical calculations"}}]](/storage/images/resized/ia41HrFQI6tFhVDnERt92WNc20S4OR7R9lqs6Dht_xl.webp)
It can be seen from Fig. 2 that at temperatures below 1400 K, methane is the major product formed upon pyrolysis of hydrocarbon feedstock. Then, as the temperature rises, the concentration of acetylene should be higher than the methane concentration. This type of dependence is also characteristic of the formation of ethylene molecules.[37] In a real system, the carbon – hydrogen equilibrium has a more complex pattern (Fig. 3).
![[{"id":"z3AjNk8xlb","type":"paragraph","data":{"text":"Diagram of the equilibrium composition of a gas mixture in a real carbon – hydrogen system"}}]](/storage/images/resized/C4RNIJ1hasweM58WlqpamDwxnDBMzgLsIywX4fkh_xl.webp)
Thus, thermodynamics makes it possible to find the optimal temperature range for the formation of acetylene upon the pyrolysis of hydrocarbon feedstock (1400 to 3500 K).
In order to provide the highest yield of acetylene, the system should be maintained in equilibrium, which is achieved by the removal of excess heat as fast as possible before the acetylene molecule decomposes. This approach is called ‘quenching’. By quenching is meant fast cooling of chemical reaction products with the goal to stabilize the products and prevent them from decomposition or subsequent chemical reactions. Quenching can be performed by providing a contact with a solid, liquid, or gaseous phase. Usually, compounds with high heat capacity (e.g., water or petroleum oil) are added to the (gaseous) reaction mixture, thus inducing instantaneous decrease in the temperature of the product mixture. It is worth noting that quenching is not accompanied by contamination of the gases coming out of the high-temperature reaction zone (including acetylene) with water or oils.
Thus, all methods for the production of acetylene can be subdivided into chemical methods and high-temperature pyrolysis (Scheme 2).

The chemical methods include the carbide process, acetylene generation from dichloroethane, and refinery cracking.*
Pyrolysis processes can be classified in terms of the principle of heating of the reaction medium. Heating can be either indirect, for example, through the reactor walls (Wulff process), or direct, when the necessary heat is obtained by burning hydrocarbons (autothermal processes). In turn, autothermal processes can be subdivided into one-stage processes, in which the hot gas is formed directly upon combustion of the hydrocarbon being cracked, and two-stage processes in which the hydrocarbon is injected into a hot gas flow that was generated by burning a less valuable feedstock.
Non-oxidative methods using an electric arc can be assigned to a separate group. They, in turn, can be subdivided into arc and plasma methods. In the former case, the necessary heat arises in the arc between two electrodes where the hydrocarbon feedstock is supplied. In the case of plasma pyrolysis, heating is performed by a pre-heated gas (plasma-forming gas), hydrogen or argon, which was, in turn, heated with an arc discharge or microwave radiation.
* This is due to the fact that acetylene is produced in a refinery from the products of oil cracking rather than directly from the crude oil. In other words, crude oil is cracked, but this does not give acetylene, but gives acetylene precursors. The subsequent acetylene production from the precursors using petrochemical reactions can be classified as a chemical method, like petrochemistry as a whole. Acetylene can also be obtained directly in one step from crude oil (this is plasma chemical process based on liquid hydrocarbons, which is discussed below and is classified as cracking).
3. Methods of acetylene production by chemical reactions
3.1. Carbide process
3.1.1. General information
The carbide process is the primary method of acetylene production in China, and China currently occupies a leading position among global producers of this gas.[38] The main benefit of the carbide process is the ease of transportation of calcium carbide, the raw material for acetylene production, to the production facility.[39] In addition, calcium carbide is highly effective as a catalyst in environmentally significant processes such as biomass degradation and conversion of waste rubber.[40] Indeed, if acetylene is meant for local use, e.g., for acetylene welding or cutting in construction works, rather than for large-scale application, it is more convenient to deliver calcium carbide to the site and prepare the desired amount of acetylene by mixing the carbide with usual water.[7] However, the main drawback of this method is the need to produce the carbide itself, which is associated with high energy consumption.
The traditional method for the production of calcium carbide is based on the reaction of calcium oxide, which is produced by decomposition of calcium carbonate (limestone), with a source of carbon, that is, metallurgical coke or anthracite (Equation (4)). This process is conducted in an electric furnace at a temperature of 2273 – 2573 K. The high temperature is a consequence of thermodynamic characteristics of the reaction, since the equilibrium constant of this reaction approaches unity at 1923 K. As the temperature is raised, the equilibrium shifts towards the carbide and carbon monoxide formation, whereas at reduced temperature, calcium oxide and carbon are thermodynamically preferred.[7]

The production of 1 ton of calcium carbide requires 8.75 tons of calcium oxide and 650 kg of carbon; the reaction gives 400 m3 of carbon monoxide. The reaction of 1 ton of calcium carbide with water results in the release of 290 m3 of acetylene. Acetylene produced by this method contains phosphorus and sulfur impurities that come from limestone.
The step of calcium carbide reaction with water can be conducted in two ways, that is, using wet and dry procedures. These methods differ in the ratio of water to calcium carbide in the reaction mixture. In the wet method, the molar ratio of water to calcium carbide approaches 6 : 1, which implies the use of 7 to 9 tons of water per ton of calcium carbide. In the case of dry process, the ratio of water to calcium carbide is close to the stoichiometric ratio. A small excess amount of water is almost completely evaporated during the vigorous exothermic reaction of CaC2 with water (without cooling, the temperature of the reaction mixture can be as high as 973 K). This reaction gives a by-product, calcium hydroxide, which is removed from the reaction furnace as a powder. As opposed to this, the wet reaction procedure gives a suspension of calcium hydroxide, which needs to be concentrated and separated. Nevertheless, the wet method is preferable in terms of efficiency of the control of the process temperature. Upon annealing, calcium hydroxide is again converted to calcium oxide, which implies the possibility of its reuse. However, the proportion of reuse usually does not exceed 60% due to the presence of the above-mentioned sulfur and phosphorus impurities, the accumulation of which leads to their transfer into the target product as phosphine and hydrogen sulfide.
The major drawbacks[41] of the carbide method include relatively high energy consumption and, as a consequence, high production cost of starting calcium carbide,[42][43] multistage conversion of the raw material to the target product, and also high capital investment in the process. However, the benefit of this method is the possibility of obtaining concentrated acetylene. In the case of acetylene production by the pyrolysis of hydrocarbons,[41] the process is performed in one stage, involves less capital investment, and uses less energy (except for electrocracking). However, an intricate system for acetylene separation from the product mixture and purification is required in this case.
3.1.2. Methods for increasing the efficiency of the carbide process
Since the carbide method is costly, requires considerable energy expenditure, and has some other drawbacks described above, approaches to increase efficiency of this process started to be developed. They include both replacement of the starting material (carbonates and coal) and the use of oxygen in the carbide formation.
3.1.2.1. Replacement of calcium carbide with barium carbide
In the coal chemical industry, the conversion of coal to acetylene is shorter and the capital cost of the equipment is lower compared to those for the coal conversion to olefins via coal gasification. However, due to the highly endothermic formation of CaC2, in industry, this seemingly simple chemical reaction must be conducted in an electric arc furnace at a temperature of 2573 K for approximately 2 h in order to overcome the dynamic and thermodynamic limitations (poor mass and heat transfer and low reaction rate).[44-46]
One method to increase the efficiency of acetylene synthesis is to replace calcium carbonate with barium carbonate. Upon annealing, barium carbonate is also converted to the oxide, but this occurs at a lower temperature (1600°С). This makes it possible to avoid the use of power-consuming electric arc furnaces at this stage.[47]
Furthermore, the process of acetylene production from calcium carbide is aggravated by considerable carbon dioxide emissions that accompany the conversion of limestone to CaO and large amounts of carbide sludge [the main component of which is insoluble Ca(OH)2][48] produced during the formation of acetylene.[49][50] A major drawback of CaC2 is associated with the calcium cycle: CaCO3 – CaO – CaC2 – Ca(OH)2 (Scheme 3a). In other words, it would be difficult to set up a sustainable acetylene chemical industry based on calcium carbide.
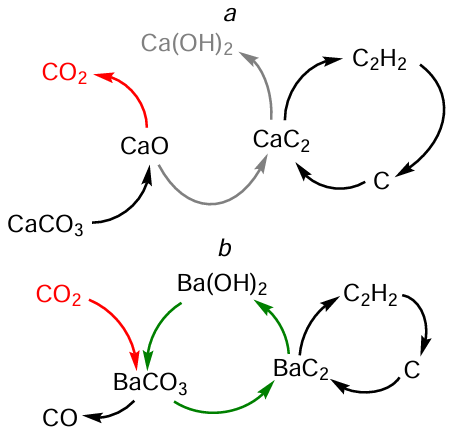
Therefore, the concept of negative carbon emission for carbon conversion to acetylene and carbon dioxide utilization based on barium looping was proposed for revamping the carbide process of acetylene production[51] (Scheme 3b). Pellets made of BaCO3 and carbon mixture were proposed as the starting reactant. The barium approach implies barium recovery and reuse for the carbide production with simultaneous capture of CO2, which leads to decreasing amount of waste and substantial decrease in the CO2 emission to the atmosphere. Thus, the barium carbonate-based process is not only more economical (temperature factor), but also more environmentally friendly than the calcium carbide-based process, despite the fact that the production of barium carbide requires more complex conditions and reagents.
3.1.2.2. Oxygen-thermal method (using low-grade coals)
The efficiency of the carbide method for the production of acetylene can also be increased by replacing the carbon feedstock (anthracite or metallurgical coke) by more readily available and cheaper grades of coal. Low-grade coal is charged into the reactor in an excess. During heating of the reactant mixture in an electric furnace, oxygen is injected into the reaction medium. The heat generated upon the combustion of excess coal makes it possible to reduce the consumption of electricity at the stage of heating of the reaction mixture (3.3 kWh per kg of the resulting CaC2).[7] The oxygen-thermal acetylene production method has advantages over the electro-thermal method, which requires high energy expenditure to maintain the desired temperature using an electric arc furnace.[40][52][53] Thus, heating in an oxygen flow reduces the energy cost, while the use of low-grade coal reduces raw material cost, making this method as a whole economically favourable. The oxygen-thermal method is also beneficial from the environmental perspective. It was found[53] that the carbon footprint inherent in the electro-thermal method, which appears both during coal combustion and during the use of coal as a fuel[7] amounts to 3.96 kg of CO2 per kg of CaC2. Meanwhile, in the case of the oxygen-thermal method, this value does not exceed 2.90 kg of CO2 per kg of CaC2. When electrical energy from renewable sources is used, the electro-thermal method becomes more environmentally friendly and efficient, considering the costs of disposal of the released CO2. There are technologies for the removal of carbon dioxide from industrial mixtures, for example, via the synthesis gas production;[54][55] however, they are rather costly. As noted by Bhown and Freeman,[56] if the distance between the CO2 source and storage site exceeds 80 km, the efficiency of the industrial unit is markedly reduced.
3.1.2.3. Partial oxidation of calcium carbide
The partial combustion carbide process was implemented in the 1950s on a pilot scale; the method implies combustion of a certain part of the carbide in an oxygen flow to attain the required temperature.[5][57] The benefits of this method include higher efficiency of heat utilization, which reached approximately 50% vs. 30% for the process based on the classic electric arc principle.
The process of partial combustion of calcium carbide was developed to restore the competitiveness of the carbide method against new acetylene processes based on petrochemistry and natural gas. However, this process have never gone beyond a standard pilot unit. In the event that petrochemical feedstock is scarce, this process may find a place in the future coal-based chemistry, as it provides a higher carbon conversion and has a higher thermal efficiency than the classic carbide process.
A disadvantage of the partial oxidation process is the formation of by-products such as hydrogen and/or carbon monoxide, which can cause problems if acetylene is the only desired product. However, within an integrated chemical plant, they can be converted to synthesis gas, pure hydrogen, and pure CO and thus actually improve the cost effectiveness of acetylene production.
3.1.2.4. Replacement of water with glycerol
The acetylide ion is known to have high basicity and to undergo acid – base reactions with alcohols and acetone.[58-60] This finds use in organic synthesis where generation of acetylene in situ is required for subsequent reactions with components of the reaction medium. This acetylene production method can also be implemented on an industrial scale. In particular, Li et al.[59] proposed an interesting approach to the synthesis of acetylene comprising the reaction of glycerol with calcium carbide. It was found that the conversion of glycerol may exceed 96% after 1 h of the reaction in a planetary mill at a rotation frequency of 450 rpm, room temperature, and a stoichiometric CaC2 to glycerol ratio. Apart from acetylene, this reaction gave calcium diglyceride, a compound that has a potential as a plasticizer and a thermal stabilizer for plastics and possesses catalytic properties. Among the benefits of this method, mention should be made of high purity of the formed acetylene and the absence of impurities such as PH3 , AsH3 , and H2S, which is due to the lower reactivity of glycerol towards Ca3P2, Ca3As2, and CaS impurities present in limestone.
3.1.2.5. Calcium carbide as a synthetic equivalent of acetylene
Chemical reactions involving high-pressure acetylene are difficult to conduct in a standard laboratory setup. The risk of explosion and engineering difficulties considerably complicate the equipment and increase the cost. Ananikov’s[61-67] and Trofimov’s[68] research groups successfully use calcium carbide as a synthetic equivalent of acetylene to prepare both linear vinyl derivatives and heterocyclic compounds based on acetylene generated in situ in the reaction mixture.
3.1.2.6. New approach to CO2-free synthesis of calcium carbide
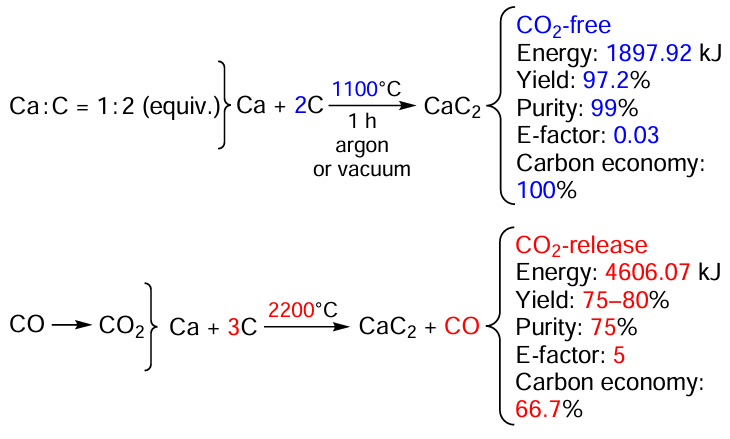
Academician Ananikov’s research group mentioned above also developed a revolutionary approach to the synthesis of calcium carbide giving no carbon dioxide. The CaC2 production process used currently generates considerable amounts of CO2. The key factor responsible for CO2 formation is the chemical reaction involved. When limestone ore reacts with coal, CO2 is inevitably formed and one carbon atom is thus lost. In this process, carbon monoxide is burnt to CO2 for maintaining the required high temperature of the synthesis (2473 K). The method proposed by Ananikov’s group implies the use of calcium metal instead of limestone in order to prevent CO2 emission, because the reaction of Ca with carbon is atom-economic, giving CaC2 as the only product at a much lower temperature (1373 K). The reaction of Ca with carbon was successfully tested for the synthesis of CaC2. The target product was isolated in 97.2% yield and 99% purity. The environmental friendliness of the proposed method was confirmed by calculation of the E-factor and by much lower reaction temperature. The cost of calcium in the process was rationalized.[69][70] As a result, it was shown that the use of calcium metal instead of limestone makes the calcium carbide production more efficient from both economic and environmental perspectives (Scheme 4).
3.2. Generation of acetylene from dichloroethane in situ
The potential of acetylene chemistry was further extended under the supervision of Academician Trofimov, who initiated the use of superbases as catalysts in acetylene reactions more than forty years ago. This applies not only to improvement of traditional reactions with acetylene, but also to the discovery of many new reactions that are of great importance for both scientific research and applied purposes.
However, the use of acetylene both in laboratory and in industrial processes is associated with a number of considerable limitations. Acetylene is a volatile gas with high penetrating capacity, and acetylene mixtures with air or oxygen are explosive in any ratios in the presence of a spark, open flame, heated surface, or another source of heat. Therefore, handling acetylene, during both operation and storage, requires special attention and caution.
The use of elevated pressure in the processes involving acetylene is considered to be a particularly serious drawback. Therefore, in some countries, there are regulatory restrictions on the pressure, most often, in the 40.5 – 40.5 kPa range.[71]
Therefore, it was necessary to develop a safer approach to the use of acetylene in laboratory. This was done by replacing acetylene with synthetic equivalents, that is, halogenated alkanes. The applicability of dihaloethanes as synthetic equivalents of acetylene in the Trofimov reaction was investigated more than 40 years ago.[72][73] Nevertheless, the authors were faced with the key problem arising in the reaction of ketoximes with dihaloethanes, that is, the formation of ketoxime diether. The separation of this diether from the product mixture proved to be almost impossible. Therefore, despite some encouraging results, research in this area was not continued. Apart from the design of the pyrrole ring, attempts were made to replace acetylene in the N-allenylation of pyrroles.[74]
Recently, Ivanov’s research group succeeded in eliminating[75] the drawbacks of the previously used methods of acetylene replacement with haloalkanes, in particular with dichloroethane (DCE). By varying the amount of added alkali, the temperature, and the order of reactant addition and by thorough GLC monitoring of the reaction, the authors completely eliminated the formation of by-products and achieved high selectivity of the reaction. The reaction gave either pyrrole or a mixture of pyrrole with N-vinylpyrrole depending on the reaction conditions. It was also shown that 1,2-dibromoethane is also applicable.[75-77] The efficiency of this method was also demonstrated by Ivanov’s research group in relation to the synthesis of vinyl ethers.[78][79] These works demonstrated for the first time the potential of using DCE as a synthetic analogue of acetylene. In the subsequent studies this will help to develop more flexible process flow diagrams for the satellite production facilities based on the industrial sites of PVC production plants.[80]
The use of DCE as a synthetic analogue of acetylene appears promising, since DCE is chemically stable and has low reactivity, and, therefore, it is less hazardous.
4. Methods of acetylene production by cracking/pyrolysis
4.1. Oxidative pyrolysis of methane
4.1.1. General information
The oxidative pyrolysis of methane to acetylene is based on the fact that the rate of oxidation to give acetylene is much higher than the rate of acetylene pyrolysis to carbon.[81] Thus, acetylene is an intermediate product in the sequence of transformations involved in the oxidative pyrolysis of methane to give carbon and/or carbon oxides. To terminate the reactions after the target product has formed, it is necessary to quench the reaction mixture by adding compounds with a high heat capacity (e.g., water or petroleum oil), which rapidly decrease the temperature of the reaction product mixture.[82] As a result of quenching, large amounts of carbon monoxide and hydrogen are formed together with acetylene. Therefore, the process may also give synthesis gas,[82] which provides additional advantage of pyrolysis over the carbide method.
The partial oxidation of natural gas with oxygen proceeds in the self-ignition mode; in the industrial process, this is followed by quenching of the partial combustion products.[83] The plasma formed upon oxidative pyrolysis, being a source of high energy, provides the temperature required for the chemical transformations, while the subsequent rapid quenching prevents the equilibrium from shifting towards the reactants and thus fixes the target product in an unstable state. It is important to note that quenching differs from the usual cooling primarily by the short time it takes: the quenching rate is 106 – 108 K s–1.
Thin jets of water or petroleum oil are intjected through special nozzles into the reaction chamber that contains a gas mixture consisting of both the reactants and products. The arising ‘cooling curtain’ decreases the temperature of intermediate combustion products in a matter of milliseconds. However, despite the theoretical and experimental experience available today, the task of rapidly cooling a large volume of intermediate combustion products to a temperature at which chemical reactions of acetylene cease is still[83] a fairly complex engineering problem.
The acetylene production processes based on oxidative pyrolysis of methane can be conventionally classified into single-stage[43][84][85] and two-stage processes.[84][86]
4.1.1.1. BASF process (single stage)
The Sachsse-Bartholomé process was implemented back in the 1950s when acetylene was in high demand. As noted by Pässler and co-workers,[87] currently, this acetylene production process is most popular for the conversion of natural gas to acetylene. In this process, a part of methane preheated to 873 K is burnt in a mixture with oxygen and the resulting furnace gas heated to 2273 K is fed to the reaction zone where methane is converted to acetylene.
The BASF autothermal pyrolysis reactor is the standard vessel commonly used for single-stage partial combustion technology. A volatile fuel, natural gas or any other methane-containing gas, is mixed with oxygen in a non-stoichiometric ratio of O2 : 2 CH4. Thus, some of the natural gas is burnt with oxygen to generate the high temperature needed for pyrolysis of the remaining natural gas. A certain ratio of oxygen to combustible gas provides the highest concentration of acetylene (Fig. 4).
![[{"id":"vqFX4PuB3T","type":"paragraph","data":{"text":"Effect of the stoichiometric composition of the gas mixture on acetylene yield and methane consumption"}}]](/storage/images/resized/AFa3FzBg1saKXWhxI8ynNyWRZXDCHH12mLHqOZlu_xl.webp)
The reactor is designed as a vertical steel unit with water cooling of thermally loaded parts and with an ejector mixer located at the top (Fig. 5a). Downstream of the ejector, the mixed gas flow gets into a diffuser in which the flow rate decreases, but remains at a level ruling out the flash back of the flame to the mixer. A burner unit is installed at the bottom of the diffuser. It is a plate with a multitude of thin longitudinal channels leading to the combustion chamber. These channels are needed to smooth the turbulent flow in order to make it more laminar. In addition, there are holes in the channels to supply additional oxygen for fine tuning of the process.
![[{"id":"hrDXltMolx","type":"paragraph","data":{"text":"Basic flow diagram of the setup for the single-stage (<i>a</i>) and two-stage (<i>b</i>) BASF process"}}]](/storage/images/resized/i67Ssf3KLeAuFN43faOl1uEBjOWWhEYLdkg4o2dj_xl.webp)
Combustion products are quenched at the point of maximum acetylene content. Some of the soot is deposited on the reactor walls and some is routed to the lower part of the chamber together with the quench water.
Pure oxygen rather than air is used for combustion. Pure oxygen increases the acetylene yield, but also increases the cost of the process. Apart from acetylene, the process generates considerable amounts of hydrogen and carbon monoxide, which are used in other production processes.
A drawback of the single-stage process is that it cannot use liquid hydrocarbons such as crude oil, fuel oil, naphtha, etc. This restriction was eliminated in the two-stage submerged-flame BASF process (Fig. 5b).
The oxygen flame in this process burns directly under the surface of petroleum oil (or crude oil). This simplifies quenching, as it is accomplished directly by the oil surrounding the flame. However, unlike the atmospheric single-stage BASF process, in the submerged-flame reactor, an elevated pressure of approximately 911 kPa is maintained. The oxygen pressure in the supply line is 1621 kPa.
The mixture of the reaction products is cooled down with water or petroleum oil. The use of petroleum oils increases the acetylene yield, but this method is generally less efficient: cooling with water requires 288 GJ of heat per ton of acetylene, whereas the use of petroleum oils requires 300 to 330 GJ.[87]
4.1.1.2. Hoechst process (two stages)
In the two-stage high temperature pyrolysis (HTP), which is better known as the Hoechst process,[86] the first stage is the stoichiometric combustion of combustible gases in an oxygen flame with a temperature of up to 3000 K (Fig. 6). Steam is introduced into the gas flow, which results in a decrease in the temperature down to 2600 K. In the second stage, petroleum or any other hydrocarbon feedstock is introduced into the hot gas flow. The temperature of the gases continues to decrease down to 1600 K, where pyrolysis of hydrocarbons takes place. The residence time in the reaction zone is very short, approximately 1 ms. Then oil quenching takes place. The process gives predominantly a mixture of acetylene and ethylene. It is worthy of note that no soot is formed in this process, even if crude oil is used as the feedstock. This effect is achieved owing to the high content of steam in the carrier gas. The HTP unit has water-cooled walls and a quenching chamber of a specific design. The residual heat of gases is used to generate steam moderating the flame after the first stage.
![[{"id":"0lsKZ8n_KO","type":"paragraph","data":{"text":"Basic flow diagram of the Hoechst process"}}]](/storage/images/resized/5gNt4gWeAkrrt9SRlyXEBb9ilL89zhVwdTL9eQJa_xl.webp)
The advantage of the two-stage method is that combustion and pyrolysis reactions occur in two separate reactors. This makes it possible to vary the heat flux temperature by injection of steam and to adjust pyrolysis time, and other parameters.
4.1.1.3. Miscellaneous processes
In addition to the above processes of oxidative pyrolysis of hydrocarbons, other approaches have also been reported in the literature. Li et al.[88] noted that acetylene is formed as an intermediate product in the non-oxidative aromatization of methane with iron-containing catalysts. The practical implementation of this process will provide acetylene as a by-product of methane conversion to aromatic compounds within an integrated plant. A promising trend[89] is a process starting with oxidative pyrolysis of methane to give acetylene as the first stage. Hydrogen that is formed together with acetylene in the oxidative pyrolysis of methane can be used for acetylene hydrogenation to give ethylene. As shown by calculations performed by Zhang et al.,[90] shale gas can be directly used for the acetylene production without the stage of methane separation, which requires considerable energy expenditures. Experiments on the thermal pyrolysis of methane on an electrically heated tungsten wire at 2073 – 2273 K confirmed the possibility of ~ 80% methane conversion with 80% selectivity to acetylene.[91]
Wang et al.[92] proposed a method combining oxidative pyrolysis with electrical energy generation by fuel cells using hydrogen released upon pyrolysis. This approach markedly increases the efficiency of acetylene production compared to the traditional method in which hydrogen is used as a fuel to achieve the required pyrolysis temperature.
4.1.2. Factors influencing the yield of acetylene in oxidative pyrolysis
The key factors influencing the efficiency of the reactor for partial oxidation of methane to acetylene include the equivalence ratio (ϕ),[82]* preheating temperature of the mixture before it is fed into the reactor,[82] design of the mixer,[84] and pressure.[83]
* Equivalence ratio (ϕ) ratio of the actual amount of oxygen to the oxygen amount theoretically required for complete combustion of methane
4.1.2.1. Effect of stoichiometry (equivalence ratio)
The efficiency of the reactor for methane partial oxidation to produce acetylene markedly increases when the equivalence ratio ϕ is 3.6 The gas mixtures with higher ϕ do not fall into the flammability range at ambient temperature and pressure; therefore, the reaction mixture should be preheated to a definite temperature before being fed to the reactor. This temperature is the second key factor affecting the acetylene yield. When the ϕ value is optimal, the amount of heat released upon methane oxidation corresponds to the heat required for the pyrolysis of the remaining methane. When the equivalence ratio is higher than the optimal value, the proportion of C2H2 decreases due to oxidation reactions. When ϕ is lower than the optimal value, the heat released upon oxidation is insufficient for pyrolysis of the whole remaining amount of CH4.[82]
4.1.2.2. Effect of temperature
An increase in the preheating temperature, increase in the methane concentration, and decrease in the oxygen concentration leads to shortening of the ignition delay time (η). For an industrial partial oxidation reactor, a critically important parameter is τ, because the residence time of the gas mixture in the mixer (the area of the reactor where the oxidation products are mixed with the remaining methane) must be shorter than the ignition delay time. Otherwise, ignition make take place earlier than acceptable, which may induce uncontrolled oxidation and damage to the reactor.
Liu et al.[82] found that the acetylene yield increases with increasing temperature of preheating of the reaction mixture. An increase in the preheating temperature results in increasing temperature of the flame in the reactor, due to the exponential increase in the number of radicals. This generates favourable conditions for the endothermic reaction of acetylene synthesis.
4.1.2.3. Effect of the mixer design
Chen et al.[84] reported a study of the production of acetylene in a reactor with a 1177 m3 h–1 capacity for natural gas. This provided acetylene output of 2500 tons per year. The system consisted of three consecutive sections: a combustion chamber, a mixer, and a pyrolysis reactor (Fig. 7).
![[{"id":"ow4BrFnYqA","type":"paragraph","data":{"text":"Schematic diagram of the reaction/pyrolyzer"}}]](/storage/images/resized/SQqBI7qnw6pn5xqkODGwo1PyrPrjuospTngsC0qm_xl.webp)
Natural gas and oxygen were fed into the combustion chamber through a few pairs of nozzles, each pair comprising a nozzle for radial injection of oxygen and a nozzle for tangential injection of fuel. Like in the reactor described by Zhang et al.,[81] high-temperature flame (2873 K) was stabilized in the combustion chamber without premixing owing to the swirling flow generated by the tangential fuel injection. In order to reduce the amount of oxygen-containing radicals, the reaction mixture was enriched with hydrocarbon fuel, most often, to the ϕ ratio of 1.15. A small amount of steam was also added to the combustion chamber to decrease the temperature of the reactor walls. The combustion products heated to a high temperature were accelerated when passed through a convergent section upstream of the mixer and mixed with preheated natural gas, which was radially injected through a number of nozzles at the inlet of the mixer. The flow narrowed down in the throat and thus was accelerated to supersonic speeds and formed a shock wave, which promoted mixing and conversion of the kinetic energy to thermal energy. In the third section, the products of pyrolysis were quenched by spraying water, which induced a temperature decrease down to 873 K. The authors[84] compared the experimental data with the results of calculations and drew the conclusion that any improvement of the mixer design that would accelerate mixing of the natural gas combustion products is a key factor providing a high yield of acetylene.* According to calculations, the highest yield** is attained when the flows are completely mixed within 0.1 ms and the optimal temperature window is maintained at 1973 ± 5 K. However, in the real process in the described reactor, the time required for mixing is 2 ms, which results in an acetylene yield that is only slightly higher than 20% of the maximum possible yield at the optimal mixing time and temperature.
* In the oxidative pyrolysis that is described in this Section, a 25 – 27% yield of acetylene is regarded as high.
** The highest acetylene yield in the oxidative pyrolysis is 32%.
4.1.2.4. Effect of pressure
One way to increase the capacity of oxidative pyrolysis units is to increase the pressure at which the gaseous feedstock is fed into the burner. However, as found by Troshin and Borisov,[83] who performed kinetic analysis of quenching of intermediate combustion products, this method also has limitations. The kinetic model they developed showed that at high pressures reaching several atmospheres, the rate of decrease in the acetylene concentration in the product mixture during quenching is actually higher than that in the case where the combustion products reach equilibrium in a natural way.
4.1.2.5. Summary on the oxidative pyrolysis of methane
Thus, it can be concluded that acetylene production by oxidative pyrolysis does not fit into the modern concept of reducing the carbon footprint. To reduce it, it is necessary to focus on the reactor design and on the possible transition to the use of electrical energy generated from renewable sources for natural gas preheating and pyrolysis. This would considerably decrease carbon dioxide emissions. Optimization of the stage of quenching of reaction products, transition from millisecond to microsecond contact times with increasing reactor pressure (within the optimal range), would also reduce the loss of acetylene for oxidation, which would, in turn, increase the capacity, while maintaining the dimensions. We share the opinion expressed by some authors[82][93][94] that the partial oxidation of natural gas should be preferred among acetylene production methods in the regions with large natural gas reserves.
It is important that experiments on methane pyrolysis conducted in the absence of oxygen may give acetylene in a yield exceeding 80% and when the plasma method of methane heating is used, the yield may exceed 90%.[81][95][96] This provides the conclusion that for increasing the acetylene yield, it is necessary to pay attention to processes related to electrocracking and plasma chemistry without the use of oxidants.
4.2. Indirect heat transfer processes as applied to the Wulff process
An example of acetylene production process in which the starting material for cracking is not in direct contact with the medium heated by the reaction with oxygen or by an electric arc is called the Wulff process.[97]
The reactor in which pyrolysis takes place is a stack of plates of 99% Al2O3. Semi-circular grooves are made on the surface of the plates in such a way that stacking of the plates gives rise to cylindrical channels (Fig. 8). For thermal insulation, the plates are coated by brick. The whole structure is placed into a steel casing equipped with doors on the end faces for operating the furnace. The steel casing also ensures the air-tightness of the furnace, as the process is performed at a reduced pressure of 50.6 kPa. One furnace comprises two packages of plates with a pyrolysis chamber positioned between them and equipped with several nozzles for injection of liquid fuel.
![[{"id":"-GK3n_yGDN","type":"paragraph","data":{"text":"Schematic diagram of the Wulff process"}}]](/storage/images/resized/oss8LUXzrUl31ostfFY0VYHA6Ut3CjRsGFBdBuQM_xl.webp)
It is implied that the furnace is preheated by pumping air in two directions. Then a process consisting of four successive stages is performed. In the first stage, the hydrocarbons subjected to cracking are fed to the preheated furnace and are gradually heated to the maximum temperature of 1673 K. After being passed through the furnace, the products of pyrolysis are quenched in a separate vessel. In the second stage, one leg of the furnace is heated, air passes through the heated leg being preheated, thus regenerating some energy spent for heating. The third and fourth stages repeat the first and second ones, with the flows moving in the opposite direction.
Later, this process was optimized by reducing the amount of soot and fuel consumption.
4.3. Electrocracking and plasma-chemical process
4.3.1. Specific features of terminology
The plasma-chemical process and electrocracking are different, but, at the same time, similar methods of thermal decomposition of hydrocarbons. In the case of electrocracking, the plasma is formed exclusively by an electric arc, in which cracking of the initial hydrocarbons takes place. The plasma-chemical process is a broader concept that implies the use of various plasma sources: apart from the electric arc, plasma-forming gases blown through the arc are used. Hydrogen, argon, and other gases are suitable; they form so-called low-temperature plasma. Also, the concept of plasma chemistry encompasses high-temperature plasma (or microwave plasma), but it is not used to produce acetylene or other products by hydrocarbon pyrolysis.
4.3.2. Electrocracking of hydrocarbons
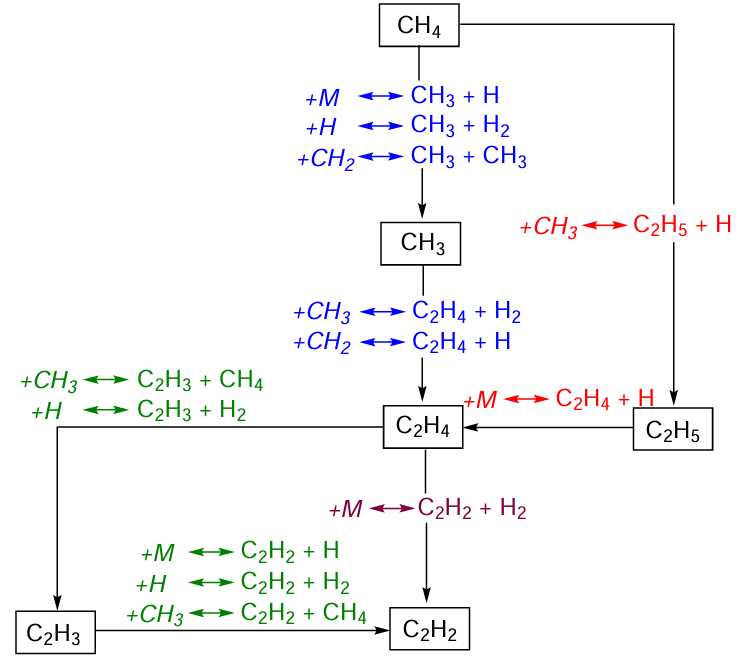
It is known that back in the 1940s, there were operating plants around the world in which acetylene was produced from light hydrocarbons in electric discharge plasma.[95] This process involved direct plasma-thermal conversion of methane into acetylene or electrocracking of methane. The authors believed[95] that particularly the methyl radical plays the key role in the formation of acetylene. The predominant reaction pathways based on calculated rates are shown in Scheme 5.
When methane was used as the feedstock and simultaneously as a plasma gas, soot was predominantly formed, although acetylene was also produced.[100] According to practical experience, in order to decrease the amount of soot and increase the yield of acetylene, it is necessary to reduce the concentration of methane by diluting it with a plasma-forming such as hydrogen or argon.[101] The use of hydrogen markedly suppressed the formation of soot and decreased the energy consumption.[101][102] The above results mean that for pyrolysis of methane in an electric arc, it is necessary to use a different plasma gas (hydrogen, argon) and to feed the raw material (methane, coal, or liquid hydrocarbons) into a pre-generated plasma jet.
Thus, switching from electrocracking to plasma chemistry took place in the processes of acetylene generation from methane and other hydrocarbons.
4.4. Plasma-chemical production of acetylene from liquid and gaseous hydrocarbons
4.4.1. Large-scale units and processes
4.4.1.1. Huels process
The Huels process commercialized in the mid-1950s[95][103-106] consists in the natural gas pyrolysis in a hydrogen plasma at a temperature of 2173 K followed by quenching of the products down to 1273 K with liquid hydrocarbons and then down to 473 K with water. This technique is characterized by energy consumption of approximately 12.1 kWh per kg of C2H2 and is being used in industry up to now.[84][86]
The industrial production of acetylene using plasma processes started in 1939. The annual production capacity gradually increased to reach 120 000 tons per year by 1989. The core of the Huels process is a single-stage plasma reactor shown in Fig. 9a. The cathode and the anode are carbon steel tubes with inner diameters of 160 and 100 mm and water jackets of 0.8 and 1.5 m length, respectively. The inner diameter of the cathode is larger than that of the anode in order to increase the efficiency of the vortex at the cathodic arc root. The arc length is estimated to be approximately 1.2 m, with a current of 1200 A and an arc voltage of 8000 V. The arc is ignited using a pneumatic device.
![[{"id":"0yFl4-UnvZ","type":"paragraph","data":{"text":"Schematic diagram of the arc (a) and plasma (b) Huels processes"}}]](/storage/images/resized/DYcLT83PZI1Rb4kpsV7zqIJfvbIth41YGS8vviWW_xl.webp)
A plasma gas is injected tangentially into the arc chamber to stabilize the arc. The service life of electrodes with methane as the plasma gas is more than 1000 h. The residence time of the reactants in the arc chamber is approximately several millisecond at an average temperature of about 2073 K. In order to prevent acetylene from decomposing into soot and hydrogen, the gases leaving the anode are cooled with water. The specific energy requirement (SER) of the process is estimated to be 9 to 11 MWh per ton of acetylene depending on the feedstock used. When liquid feedstock is used, the burner design is somewhat different, since hydrogen must be used as a plasma gas. Since hydrogen has a much lower density and higher thermal conductivity than methane, flow conditions must be thoroughly optimized to generate a vortex. The appropriate burner design is shown in Fig. 9b. The arc has a length of approximately 1.5 m with a current of 1200 A and a voltage of 7000 V, which corresponds to a gas specific enthalpy of 3.3 kWh per m3 (for hydrogen, it is 133.7 MJ kg–1). The gas injection valve is separated from the anode by a graphite insert to prevent electrode carbonization. The mixing system of hydrogen plasma with hydrocarbons was re-engineered using water cooling at the end of the reactant mixing zone. This is due to the fact that water is a cheaper and more readily available working fluid with a high heat capacity.
Holmen et al.[96] made an attempt to improve the arc Huels process by using a direct current power source and by modification of the reactor design; this gave a rotating discharge arc. The rotation was achieved by a circular magnetic field source located outside the reactor walls. The changes in the design decrease the electrode degradation rate and increase the effective area of interaction between methane and arc discharge plasma. This leads, first, to longer service life of the electrodes and, second, to higher yields of acetylene.
4.4.1.2. DuPont process
A Huels-like process using reactors of a similar power (9 MW) was constructed and operated between 1963 and 1968 to supply acetylene produced from liquid hydrocarbons to a neoprene plant.[107][108] As reported, this process was also demonstrated on a pilot scale using methane feed. The raw materials for the plant were limited to liquefied petroleum gas or liquid hydrocarbon fractions. Data on the scaling up of the DuPont pilot process were not reported in open sources. In the DuPont process, the arc was rotated with a magnet, whereas in the original Huels process, the arc is stabilized with a vortex by tangential gas injection. In the DuPont process, hydrogen-diluted feedstock passed through the arc column; in the Huels process, some of reactants are injected downstream of the arc. When methane is used, the yield of acetylene and economic performance of the DuPont process are improved compared to those of the Huels process (70% vs. 50%, the energy consumption is 8.8 vs. 12.1 kWh per kg of C2H2). The yields for the DuPont process using hydrocarbon feedstock up to C10 are in the range of 65 – 75% vs. 50% for the Huels process. The fundamental difference between the Huels and DuPont processes is in the amount of hydrogen introduced as the plasma gas and in the arc rotation mechanism. The lower pressure and higher hydrogen concentrations suppress the formation of soot and other hydrocarbons, while the magnetic rotation of the arc may provide a better mixing in the reactor. Currently, there are little additional data available to distinguish between the productivity of these two industrial processes.
It is of interest that the Huels process consumed 12.1 kWh per kg of produced C2H2 . The specific energy consumption in the DuPont process was estimated, although not measured, as 8.8 kWh per kg of the produced acetylene. This value compares favourably with the theoretical minimum (approximately 7.9 kWh per kg of C2H2) for a product flow at a temperature of 2273 K at 100% reaction efficiency in the absence of electrical and thermal losses. The specific energy consumption for the laboratory process considered by Fincke et al.[95] is approximately 16 kWh per kg of C2H2 . Presumably, this value could be improved to approximately 13 kWh per kg of C2H2 by improving the thermal design. This includes moving the injection into the burner box, which would eliminate the heat loss.
4.4.2. Experience of the USSR
During processing of hydrocarbon feedstock (petrol, benzene, kerosene, gas oil, natural gas liquids, and crude oil) at pilot plasma units, Soviet scientists produced acetylene in 70% yield with energy consumption at 4.6 – 9.5 kWh per kg of C2H2.[109] Plasma units for natural gas processing operated in the USSR from the 1970s to the 1900s; however, later they were taken out of service. Nevertheless, the operational performance of the USSR plants was rather high: 90 – 93% of natural gas was converted to acetylene with energy consumption of 9.5 – 12 kWh per kg of C2H2 . A plasma-based process was also considered to be promising for the production of carbon black from natural gas: a project for a unit of this type was developed in the late 1980s.
The development of plasma chemistry all over the world was greatly influenced by studies of Polak and his scientific school.[101] In the mid-1960s, Polak established plasma chemistry as an independent field of science. Apart from fundamental studies, his research team investigated practical applications of the methods they developed. Polak and his team achieved considerable progress in identification of the regularities of pyrolysis and optimization of the process conditions for increasing the yields of target products, in particular, the yields of acetylene from natural gas, acetylene and ethylene from methane homologues and liquid hydrocarbon mixtures of natural origin, and acetylene from chlorinated hydrocarbons. The kinetics of these reactions was also established. In particular, a mathematical model was constructed and a system of chemical kinetic and hydrodynamic equations was solved for a plasma jet, taking into account the power losses in cooled reactors and dampers.[110] Polak and co-workers demonstrated that a high content of acetylene in the plasma pyrolysis products can also be obtained when chlorine-containing hydrocarbons are used as the feedstock instead of hydrocarbons. For example, they carried out pyrolysis of dichloroethane, tert-butyl chloride, and non-toxic hexachlorocyclohexane isomers in a hydrogen plasma jet.[111]
4.4.3. Mechanistic features of acetylene formation in plasma considering known publications
Fincke et al.[95] have found that the highest yield of acetylene upon decomposition of methane with allowance for side reactions is achieved at a temperature of 2148 K and amounts to 98.5%. Also, the quantity of energy required to produce 1 kg of acetylene was also calculated. Under conditions of maximum efficiency, this requires 8 kWh of energy. However, taking into account the actual efficiency achieved in the practical tests, the estimated amount of energy was increased to 12 kWh. Taking account of the partial decomposition of acetylene to hydrogen and carbon upon quenching increased the energy consumption to 24 kWh. When the reaction temperature exceeds 1773 K, the reaction time* should not exceed approximately 4 ms to provide a C2H2 yield of more than 70%.[112]
Since the main competing reaction that decreases the acetylene yield is the formation of carbon (soot), it was necessary to elucidate the mechanism of this reaction. The soot formation process was studied in detail by Krestinin.[113] He performed extensive calculations of soot formation in the pyrolysis of some hydrocarbons of different chemical structures. The calculations of soot formation were based on the polyyne model, which uses the ‘acetylene pathway’ to the soot particles. The model considers the soot formation as chemical condensation (polymerization) of a supersaturated polyyne vapour (C2nH2, n = 2, 3, ...). This process gives polymer globules as primary soot particles. Krestinin[113] established that carbon particles are formed and grow at temperatures below 1973 – 2473 K; this is followed by condensation (polymerization) of saturated polyyne vapour. When the temperature is above 2473 K, the carbonization rate becomes higher than the polyyne condensation rate, which results in the formation of soot particles by a mechanism similar to the condensation of pure carbon vapour. Krestinin and Moravsky[114] also described a model demonstrating the growth of carbon particles through the carbon vapour condensation. This model implies that the process involves the formation of C60 and C70 fullerene structures, which grow via the interaction with C2 and C3 clusters. When the number of atoms in the cluster reaches 80 and more, these structures are considered as primary carbon particles that further grow via heterogeneous reactions of addition of new C2 and C3 clusters. The authors[114] demonstrated a high degree of coincidence between the experimental and calculated data for the stage of formation of fullerene-like structures.
A somewhat different point of view on the mechanism of soot formation by the polyyne mechanism was reported by Slovetskii et al.[105][115] From the Slovetskii’s viewpoint, the formation of carbon from acetylene by the polyyne mechanism starts with the acetylene isomerization to vinylidene carbene (Equation (5)).

Vinylidene carbene is converted to the highly excited *C4H4 dimer, which forms polyyne structures (Equations (6) – (8)).

Slovetskii[105] made the assumption that the formation of polymer structures involves intermediate C2H• radicals (Equation (9)).

Among factors that account for the low contribution of this pathway, Slovetskii noted higher energy required to eliminate a hydrogen atom from acetylene and the presence of hydrogen in the system, which shifts the equilibrium to the left. It should also be emphasized that the carbene pathway includes reactions yielding both molecular and atomic hydrogen, but the formation of vinylidene carbene and the C4H4 dimer occurs faster, which determines the preference for the carbene pathway. The difference between opinions on the role of the C2H• radical stated in various publications[105][115][116] can be attributed to the presence of oxygen in the reaction mixture.[116] Apparently, oxygen rapidly binds vinylidene carbene and thus precludes the corresponding pathway.
Slovetskii achieved a satisfactory agreement between the calculated and experimental data for the plasma-chemical conversion of methane to acetylene. This was done using relations for the calculation of the induction (delay) period for the formation of carbon, which is the key value determining the time characteristics and the rate of acetylene quenching stage (Equation (10)).

where τind is the induction time, s; [C2H2] is the acetylene concentration, mol cm–3.
This also made it possible to evaluate the yield of acetylene upon plasma-chemical conversion from macroscopic parameters (Equation (11)):

where Cen is the energy criterion defined by the following expression (Equation (12)):

where Wpl is the plasma-chemical reactor power (kW); G is the feed flow rate (Nm3 h–1); ΔH is the enthalpy change for the formation of acetylene from the feedstock (kJ kg–1).
Using the above relations, the authors determined the geometric parameters of the plasma-chemical reactor that provide the highest yield of acetylene upon methane conversion. The reactor had a cylindrical shape and a length of 6.5 to 8.7 diameters. Methane was fed into the reactor perpendicular to the flow of the heat carrier (hydrogen) through holes with a diameter not exceeding 20% of the reactor diameter.[115]
An et al.,[117] having analyzed the earlier publications,[95][118-122] noted that the reaction conditions substantially influence the composition of products of plasma-chemical conversion of methane, with the contact time being a key factor. The authors found that pyrolysis in a wide temperature range from 1250 to 2573 K and a short contact time of 3.0 to 3.5 ms provides almost complete methane conversion in an argon–hydrogen plasma, with the acetylene yield being 90 – 95 mass %. However, when the contact time is increased to 200 ms and more, carbon black becomes the major product.
Yao et al.[14] compared the oxidative pyrolysis (BASF process), hydrocarbon decomposition in a plasma arc (Huels process), and the plasma-chemical process they developed in which the key device is a high-frequency pulsed plasma generator (HFPP process). The study showed that HFPP process has lower operating costs and requires less capital investment. Furthermore, this method provides higher purity of produced acetylene and has high efficiency: the production of 1 ton of acetylene requires 4 to 5 tons of methane, which is comparable with the level of methane utilization in oxidative pyrolysis. The calculation also included methane that is burnt to generate the electrical energy required for operation of the plasma torch. When the plasma-chemical unit is integrated with generators powered by renewable energy sources, the efficiency of the process further increases.
A key aspect affecting the efficiency of a plasma-chemical reactor is the plasma generation mechanism. The gas temperature that provides plasma ignition can range from nearly room temperature to a few thousand degrees Celsius. In non-thermal (non-equilibrium) plasma, the kinetic temperature of electrons is several electron-volts, while the kinetic temperature of gas molecules remains low, close to room temperature. Conversely, thermal (equilibrium) plasma has a low kinetic temperature of electrons, but a higher temperature of gas molecules. The use of non-equilibrium plasma, in which reactions are initiated by collisions between high-energy electrons and methane molecules, can markedly reduce the energy consumption; in addition, there is no need for additional product quenching since the temperature of the reaction mixture remains moderate. Li et al.[123] noted that particularly the non-thermal plasma containing high-energy electrons is efficient for overcoming thermodynamic barriers in the low-temperature conversion of a stable methane molecule to acetylene.
Nevertheless, the contribution of high-energy electrons to methane activation remains low. Slovetskii[105] demonstrated that the methane conversion in a non-equilibrium plasma does not exceed 18%. Inada et al.[124] found that the ratio of high-energy electrons to gas molecules varies in the range from 10–3 to 10–8. Dors et al.[125] established that methane conversion does not take place directly in the plasma medium, but occurs at the boundary of the region in which the reaction mixture is partially mixed with the plasma-forming gas. Thus, methane decomposition in plasma is predominantly a thermal process. As proposed by Diamy et al.,[126] it is thermal plasma that initiates the formation of atomic carbon from methane; the atomic carbon then reacts with CH3• and CH2• radicals to give acetylene.
The type of plasma used to generate the discharge also affects the acetylene yield upon methane decomposition. Heintze and Magureanu[127] showed that the use of continuous discharge in microwave plasma results in the formation of a considerable amount of solid carbon (soot), whereas no soot was detected if pulse discharge was used.
Methane decomposition in plasma is actually thermal pyrolysis,[127] which opens up two main approaches to increasing the efficiency of this process. First, the electrical to thermal energy conversion should be maximized. Second, it is necessary to aim at generating an electrical discharge with minimum energy loss.[128] Dinh et al.[102] formulated the key conditions for obtaining a high yield of C2H2 from methane: (1) the temperature of the gas should be much higher than 1473 K, (2) the reaction time should be only a few milliseconds; and (3) it is necessary to use additives to prevent the formation of solid carbon (soot) in the reaction. As such additive, hydrogen can be used. Since hydrogen is formed during the conversion of methane to acetylene, it can be recycled back into the reactor. The introduction of hydrogen causes two opposite effects: it suppresses the formation of soot, which increases selectivity to acetylene, and simultaneously inhibits the methane conversion.
Garifzyanova[99] emphasized the significance of reactions between methane and hydrogen radicals (Equations (13) and (14)), which were considered to be a key stage in the acetylene formation process. The author analyzed the degree of dissociation of hydrogen during the plasma-chemical process and noted the effect of pressure on this value. As the pressure is increased from 0.1 to 4 atm at 3473 K, the degree of hydrogen dissociation decreases from 62 to 12%.

Thus, the optimal pressure level was established to be 0.1 atm, with other process conditions being as follows: temperature of 3473 K, plasma energy density of 3 – 4 kWh m–3, contact time of methane with hydrogen radicals of 1 × 10–2 s, and methane flow rate of 0.6 kg h–1. Under these conditions, the acetylene content in the product mixture exceeded 50 mass %. It is noteworthy that Troshin and co-workers,[83][129] who studied the oxidative pyrolysis of hydrocarbons, also emphasized the role of hydrogen radicals in the reactor processes and also detected the effect of pressure on the composition of the reaction products. It is evident that radical reactions play an important role in both the oxidative pyrolysis and plasma-chemical conversion of methane, with the regularities of these processes being largely similar. In this case, the higher acetylene yield obtained under reduced pressure is due not only to thermal processes, but also to reactions involving hydrogen radicals during the quenching stage of the product mixture.
The studies performed by Kang et al.[130] demonstrated that the type of inert gas (argon or nitrogen, particularly its temperature and energy) used for plasma generation does not influence the conversion of methane, but does influence the selectivity to acetylene. In the presence of nitrogen, the selectivity to acetylene was 60 – 70%, whereas when argon was used, this value increased to 70 – 80%. An important aspect is the separation of reaction products, especially the recovery of argon for reuse. If hydrogen was introduced in the discharge gas, the use of nitrogen becomes more efficient. When the hydrogen content in the discharge gas was 15 vol.%, the selectivity to acetylene approached 100%.
The use of pure hydrogen as a plasma-forming gas significantly increases[101] the efficiency of plasma-chemical conversion of methane to acetylene by reducing specific energy consumption from 12.1 to 10.2 kWh per kg of C2H2. The improved efficiency is achieved not only due to the change in the gas composition, but also due to modification of the reactor design, which includes the injection of methane in two streams. A (smaller) portion of methane becomes a part of the plasma gas, whereas the larger part is fed to the arc root, with electrodes being arranged in such a way that the arc in the reactor is directed from top to bottom. As a result, the authors distinguished two zones of reaction: the arc zone and the jet zone (Fig. 10). In the arc zone, high temperature is established, which results in acetylene decomposition to give carbon and hydrogen. Hydrogen plays a dual role in this zone: it maintains the arc stability and prevents acetylene degradation into carbon and hydrogen by shifting the equilibrium of the reaction. In the other zone, the temperature is markedly lower, and carbon is not formed.
![[{"id":"WzjbXH1CH3","type":"paragraph","data":{"text":"Modified design of the reactor for the conversion of methane to acetylene"}}]](/storage/images/resized/sql3BTp3v8y481DqHwPAS92J7hgaj6nut7itRoGL_xl.webp)
Liu et al.[131] analyzed the plasma-chemical process using various materials possessing catalytic properties. The authors put forward a hypothesis about the possible catalytic effect of NaY zeolite when used in the plasma formation zone, which resulted in increasing selectivity to acetylene. However, they did not provide convincing evidence for the existence of this effect. Moreover, the observed effect was manifested at low conversions of methane (about 40%), with the selectivity to acetylene being not higher than 30%.
Thus, a large amount of experimental data and theoretical calculations has been accumulated to date; this allows for scaling-up of the plasma-chemical method of acetylene production that excludes carbon dioxide emissions. To summarize the above, it can be concluded that the more energy-consuming carbide method is justified for the construction of high-capacity plants. Meanwhile, the application of a less energy-consuming plasma-chemical process, which uses simpler equipment, opens up the possibility of implementing a distributed design of acetylene production. Instead of the construction of large-scale production facilities, it is possible to consider the use of small production units near the wells in the fields.[130]
* As regards the time of quenching, it coincides with the time of reaction. The quenching chamber continuously operates throughout the entire process.
5. Plasma-chemical production of acetylene from coal
In 1862, Berthelot obtained acetylene from carbon and hydrogen using an electric arc.[132] In the 1960s – 1970s, coal pyrolysis in a hydrogen plasma jet was proposed for acetylene production.[10][37][133-135] In the late 1980s, researchers started to be interested in the industrial production of acetylene using this method,[136] which was investigated both experimentally and theoretically,[7] [10]in particular, in an industrial unit (AVCO process) (Fig. 11).[7] [10]
![[{"id":"O4Fpe7ubeL","type":"paragraph","data":{"text":"Schematic diagram of the AVCO process"}}]](/storage/images/resized/mb8hbAAkndWQQ2kiYs17N5txX2154LilQeyygHhf_xl.webp)
Bond et al.[134] showed the conceptual possibility of converting pulverized coal in an argon plasma jet to acetylene, H2 , CO, and HCN. Methane, ethylene, ethane, and propane were also detected among the products. The replacement of argon as the plasma-forming gas by an argon – hydrogen mixture (90 : 10 v/v) increased the conversion of carbon in the coal to acetylene carbon from 25 to 45%. Nicholson and Littlewood[135] showed that the yield of acetylene upon the pyrolysis of coal samples from four UK deposits increased with increasing yield of volatile components, with HCN being present in the product mixture in trace amounts. The conversion of coal to acetylene ranged from 8 to 30%, depending on the conditions, and when an argon–hydrogen mixture (90 : 10 v/v) was used as the plasma-forming gas, the conversion reached 55 – 74%. The content of acetylene in the gas product mixture was in the range of 0.0369 – 0.101 volume fractions for argon as the plasma-forming gas and 0.060 – 0.124 volume fractions for an argon–hydrogen mixture. The CO content in the product mixture was close to the theoretical value calculated from the oxygen content in the initial coal. Later, Chakravartty et al.[137] confirmed the conclusion of the above study[135] about the nearly linear dependence of the C2H2 content on the yield of the coal volatile components. Bittner et al.[138] ascertained that the yield of volatile components is an important, but not the only parameter affecting the acetylene content in the product mixture. The composition of the volatiles (which varies depending on the brand of coal, coal heating rate, and other factors), including the content of oxygen in the products, is also significant. The authors demonstrated that high ash content in coal reduces the yield of acetylene.
The plasma-chemical production of acetylene can be performed using various types of coal.[7][10][135] The composition of coal, in particular, the C/H ratio, the content of volatiles, content of oxygen, and other parameters influence the yield of acetylene.[7][139-142] In particular, it was shown[142] that the best acetylene yields are achieved using coals with high content of volatile compounds and low content of oxygen. Yan et al.[139] identified the optimal coal containing 37 mass % volatile components and less than 13 mass % oxygen. In terms of their ability to be involved in chemical transformations, the elements were conventionally arranged in the order: hydrogen > oxygen > nitrogen > carbon. The authors concluded that coking coal is not the material of choice for plasma-chemical production of acetylene due to the fast formation of less active carbon. Low-grade coals are more appropriate.
According to Bittner and Wanzl,[136] the plasma-chemical processing of coal occurs in the following way: finely ground coal (down to a size of about two hundred micrometres) is rapidly heated using hydrogen plasma up to temperatures at which volatile components are released from the mineral. The components that are conditionally referred to as ‘volatile’ decompose at temperatures above 1973 K in a hydrogen medium to give acetylene as the major product, together with smaller amounts of ethylene, methane, hydrogen, and carbon monoxide. However, not only the content of ‘volatiles’ in coal, but also their qualitative composition are significant. If the ‘volatiles’ are high-molecular-weight tars, they decompose to mainly give acetylene. The latest studies in this field resulted in the development of the coal chemical percolation devolatilization model.[143-146]
The yields of acetylene and other products also markedly depend on the temperature.141 The composition of plasma-forming gas is also significant;[134][135][141] the best results are obtained for hydrogen or hydrogen mixtures, e.g., 10 vol.% H2 + 90 vol.% Ar.[7][10][134][135] In the plasma-chemical pyrolysis of coal, hydrogen is not only a heat carrier, but also a reactant.
Shuang et al.[147] developed a model for coal pyrolysis to acetylene and thus revealed the effect of heat transfer processes within coal particles and diffusion of volatile components on the composition of reaction products. Therefore, process parameters such as plasma temperature and contact time should be corrected depending on the characteristics and degree of dispersion of the mineral used. The authors noted that the coal particle size of approximately 40 μm is close to the optimal value.
Thus, acetylene production is determined by three main stages of coal pyrolysis: (1) rate of the release of ‘volatiles’ from coal, which depends on the specific enthalpy of the coal–gas mixture, residence time in the high-temperature region, and the content of ‘volatiles’ in the coal; (2) rate of the acetylene synthesis, which is determined by the composition of gas-forming gas and the oxygen content in the coal; (3) rate of C2H2 decomposition, which is dictated by the quenching conditions of the reaction products.[139] The type of coal used for acetylene production also determines the necessity for acetylene purification from impurities, which can contain, apart from CO, also HCN, CS2, COS, and mercaptans (especially when low-grade coals are used).[87] The authors noted that approximately 50 mass % of coal feedstock is not converted.
Back in the second half of the 20th century, attempts to implement the industrial production of acetylene directly from coals using plasma-chemical technologies were made in the USA and Germany.[7][10][148] However, now China is the leader in this field; plasma-chemical conversion of coal into acetylene has been actively studied in China over the past two decades.[139-142][149-153] This is due to the fact that China is the only country that still uses acetylene for PVC production. It is China that utilizes all possible methods for the industrial production of acetylene, including the carbide process and the plasma-chemical synthesis of acetylene from coals; oxidative pyrolysis may also be added in the future. Currently, China is the only country in the world that has implemented an industrial process for plasma-chemical generation of acetylene from coal. The pioneers of plasma-chemical technology such as the US and Germany lost it long ago, as they abandoned these production processes back in the 1970s. This was caused by the negative balance of electricity. There is no such problem in China, because environmentally friendly, cheap, and renewable hydroelectric power is used in plasma chemistry. Currently, 2 MW [142] and 5 MW[139][154] plasma units already exist in China; this corresponds to capacity of 100 to 500 kg of acetylene per hour (Fig. 12). This creates an opportunity to build similar facilities in Russia, initially under a foreign licence, and later to develop original designs.
![[{"id":"BPfH3AVMPA","type":"paragraph","data":{"text":"Schematic diagram of the pyrolysis of coals in hydrogen plasma showing 2- and 5-MW China’s plasma torches"}}]](/storage/images/resized/lkwUyg1mbRRf4A9NjYykhgacwXIkVExzlclNYneY_xl.webp)
A specific feature of this type of plasma torches is the presence of two separate plasma burners to increase the volume and power of the plasma jet. Coal is fed into the mixing chamber rather than into the space between the burners, which would increase the service life of the plasma torch in the long term.
Chen and Xie[140] investigated pyrolysis of three Chinese coal samples (Fig. 13) in a plasma jet consisting of an argon – hydrogen mixture. These coals are characterized by relatively high C/H ratio (15.06 to 20.39) and high oxygen content (16.92 to 21.53 mass %). It was found that the content of volatile components is an important, but not the only one factor that influences the acetylene yield. Other such factors include the input power and the coal particle size. The highest acetylene yield of 36.6% was attained for the Shenfu coal for an input power of 48.1 kW. The ash content of coals has an adverse effect on the yield of acetylene.
![[{"id":"bsa02-8sBr","type":"paragraph","data":{"text":" Dependence of the acetylene content in the gas mixture on the yield (content) of the volatiles and ash in the coals of three China’s deposits for an input power of 48.1 kW"}}]](/storage/images/resized/eUM5DTCR82cxEJEHw1OcTfCrNJjPeDdMomGlMfRU_xl.webp)
It is worth noting that the yield of acetylene depends on the reactor design and operating conditions. Thus under typical operating conditions of this unit[151] with water quenching, plasma power of 2 MW, hydrogen feed rate of 50 kg h–1 and coal feed rate of 700 kg h–1, the resulting gas mixture contained 8% C2H2, 7% CO, 4% methane, 2.5% C2H4, and 78% H2 (Fig. 14).
![[{"id":"hfhXhvptnS","type":"paragraph","data":{"text":"Composition of the gas mixture at the outlet of a 2 MW plasma torch"}}]](/storage/images/resized/ATiRW8MhQfFrfEHjXolrRbwBXLrpqf25eS1FJxcN_xl.webp)
Using a direct-current plasma torch, Chen et al.[141] carried out an experimental study of the effect of plasma torch power and hydrogen and coal feed rates on the acetylene yield. While using the Xinjiang coal with approximately 42% yield of volatiles, a 2 MW plasma torch, a hydrogen flow rate of 32 kg h–1, and dust coal feed rate of 900 kg h–1, the authors obtained an acetylene concentration in the product mixture of 9.4 vol.%. The results of thermodynamic calculations showed satisfactory agreement with experimental data. It was concluded[141] that the yield of acetylene mainly depends on the temperature and C/H ratio in the initial coal.
Cheng et al.[149] investigated pyrolysis of coal samples from three deposits in a hydrogen plasma jet on an industrial unit (2 MW plasma torch) (Fig. 15).
![[{"id":"9_t6ab7--Z","type":"paragraph","data":{"text":"Dependence of the acetylene content in the gas mixture on the yields of volatiles and ash and on the C/H ratio in the coals from three China’s deposits"}}]](/storage/images/resized/HNkVaVbjxvUDDsrRF7t6ReVq5Na0qJkyvELAdLJq_xl.webp)
It is noteworthy that the yield of volatiles is not the crucial factor that unambiguously affects the acetylene content in the gas mixture. The most important parameter is the carbon to hydrogen ratio (C/H). As shown by practical experience, this parameter follows an almost linear dependence on the acetylene content in the gas mixture.
Currently, works on simulation of acetylene production by the pyrolysis of coal using plasma tangential circular jets are actively carried out in China.[155]
A drawback of plasma-chemical generation of acetylene from coals is that a gas mixture is formed at the outlet of the plasma torch, and it is necessary to isolate pure acetylene from the mixture. Currently, there are already such processes,[57] some of them being based on the studies of acetylene solubility in various solvents.[156]
Soot formation seems to be another disadvantage of plasma-chemical production of acetylene from coal. However, it is known that soot is a high-tech product that is widely used in the national economy, particularly in the rubber industry. The quality of soot depends on the quality of coals.[157] Thus, the formation of soot (carbon black) upon the plasma-chemical generation of acetylene from coals is not a drawback but rather a benefit, because apart from the acetylene chemistry, one more product, high-grade carbon black, can be produced at the same plant.[158] The experience of carbon black production has already been gained in pitot tests of plasma-chemical pyrolysis of natural gas and other hydrocarbons; the tests demonstrated considerable advantages of this method over the industrial furnace process of carbon black formation, in particular, increase in the feedstock conversion from 50 – 60 to 75% and the higher quality of the resulting carbon black.[105]
5.1. Thermodynamic features of plasma-chemical conversion of coals to acetylene in hydrogen plasma
Thermodynamic analysis indicates the favourable temperature range for the process to be 3200 – 4200°C. The optimal contact time, which is determined by the rate of hydrogen supply to the reaction zone, is between one and several milliseconds.[7] A relationship[159] between the specific external surface area (Sext) of the carbon material and the optimal contact time (t) was established (Equation (15)):

where k is a coefficient determined by the nature of the mineral part of coal.
Currently, there are several known studies devoted to thermodynamic calculations in various systems: C – H,[160][161] C – H – O,[152][162] and C – H – O – N – S.[142][153] Wang et al.[155] carried out thermodynamic analysis of coal pyrolysis in a hydrogen plasma. The feed mass ratio MH2 : Mcoal = 2 : 8 was chosen for calculations. The elemental composition of the mixture was as follows (mass %): C, 70.432; H, 24.416; N, 1.440; S, 0.336; O, 3.376, while the C/H mass ratio was 2.88. For the equilibrium mixture, the highest content of acetylene in the 3400 – 3500 K range was approximately 35 mass %. The maximum C2H2 + C2H content reacheв 46 mass %. Calculations in which solid carbon was excluded from the list of possible components (so-called quasi-equilibrium calculations) were also performed. In this case, the range of the maximum acetylene yield is markedly extended and shifts to lower temperatures (≈ 1900 – 2800 K), with the value reaching 58 mass %. The authors noted that to prevent the formation of solid carbon, fast heating of the reactants and fast cooling (quenching) of products are required. According to calculations, the addition of hydrogen to coal first increases and then decreases the content of acetylene in the quasi-equilibrium mixture.
Razina and co-workers[161] reported a thermodynamic analysis of the equilibrium composition of coal of the Ulug-Khem coal basin of the Kaa-Khem deposit (Irkutsk region) that was subjected to pyrolysis in hydrogen plasma. The calculations were carried out using the TERRA program. The elemental composition was as follows (mass %): C, 80.51; H, 5.91; N, 1.29; S, 0.49; O, 11.80, and the C/H mass ratio was 13.62. Five calculation procedures were employed. It was shown that in the temperature range of 1500 – 4000 K, among all hydrocarbons present in the gas mixture, acetylene has the highest content, with is maximized at 3200 K. The equilibrium system contains C2H and C3H radicals in concentrations commensurable with the concentration of C2H2. Also, at high temperature, the system contains CH, H, C2, C3, CH3, C2H3, C2H4, and C4H2. In the third procedure (coal feed rate of 170.01 kg h–1; hydrogen flow rate of 27 kg h–1; temperature of 3200 K; and pressure of 0.12 MPa), the maximum acetylene content is 15.48 mass %, with the hydrogen content being 14.06 mass % and CO content being 20.97 mass %. The authors[161] consider the above radicals and compounds, first of all C2H and C3H, as a source of additional acetylene formed upon quenching.
Bao et al.[153] applied the principle of Gibbs free energy minimization and a procedure reported previously[137] to analyze and calculate the composition of the C – H – O – N – S equilibrium system for four Chinese coals of various compositions: Datong, Xianfeng, Yangcheng, and Luan. The following 34 components were included in the calculations: H, H2, C, CH, CH2, CH3, CH4, C2, C2H, C2H2, C2H4, C2H6, C3, C6H6, O, O2, CO, CO2, C2O, OH, H2O, N, N2, CN, C2N2, NH3, HCN, C3HN, S, CS, CS2, COS, and C(s). The calculations were performed for nitrogen, argon, and hydrogen atmospheres. It was found that in the coal pyrolysis, the hydrogen medium promotes the formation of acetylene. In the case of the Datong coal (C/H ratio of 17.37; 12.18 mass % oxygen, 1.45 mass % nitrogen, and 42 mass % sulfur), the highest acetylene content was 3.2 vol.% (in N2 atmosphere), 7.8 vol.% (in Ar atmosphere), and 9.8 vol.% (in H2 atmosphere) (at 3678 K). According to calculations,[153] the acetylene yield depends on the brand of coal and on the hydrogen, oxygen, nitrogen, and sulfur contents in the coal feedstock. The maximum acetylene content in the gas phase is expected at an H/C atomic ratio of 2. This corresponds to C/H mass ratio of 6. The CO content in the equilibrium mixture depends on the oxygen content (the more oxygen in the initial coal, the more CO) and virtually does not change in the temperature range of 1000 – 5000 K. The authors[153] concluded that the contents of acetylene and CO do not compete with each other.
Wu et al.[162] reported a systematic thermodynamic study of the plasma-chemical pyrolysis of coal to acetylene in a hydrogen medium using data from a 2-MW pilot unit. The calculation included 26 components: H, H2, C, CH, CH2, CH3, CH4, C2, C2H, C2H2, C2H3, C2H4, C3, C3H, C3H2, C4, C4H, C4H2, C4H3, C4H4, C6, C6H, C6H2, C6H3, C8H, and C8H2 and optionally C2H5, C2H6, CO, OH, and C(s). As compared with the study by Bao et al.,153 the C2H3 and C2H5 radicals and C3 – C8 radical and stable compounds were added to the list, while C6H6, O, O2, CO2, C2O, H2O, N, N2, CN, C2N2, NH3, HCN, C3HN, S, CS, CS2, and COS were eliminated. The results of calculations performed with allowance for solid carbon C(s), but without considering CO and OH are shown in Fig. 16.[162] The results are presented for components the content of which exceeds 10–4 mole fractions in the 1900 – 5000 K temperature range. The change in the concentration of solid carbon is highlighted in black in the Figure. It was found that the transition temperature Ts corresponding to the disappearance of solid carbon increases with increasing the C/H mass ratio.
![[{"id":"AWY0p7P6FN","type":"paragraph","data":{"text":"Diagrams of variation of the equilibrium composition of the gas mixture as a function of temperature (with allowance for the solid carbon) for mass ratios C/H = 2 : 1 (<i>a</i>), C/H = 4 : 1 (<i>b</i>), C/H = 6 : 1 (<i>c</i>)"}}]](/storage/images/resized/YAReFzZ3ecnOvmsKRPslGITXvxLUlQjSj4Jv7Pw8_xl.webp)
Wu et al.[162] proposed to estimate the potential of acetylene formation considering the C2H2 + C2H sum of components. The highest value for this sum is observed for a carbon – hydrogen mixture with C/H = 6 by mass (Fig. 17).
![[{"id":"f2udE5mbf2","type":"paragraph","data":{"text":"Composition of equilibrium mixtures at temperatures of disappearance of solid carbon Ts (temperature solid)"}}]](/storage/images/resized/aVFzBq0TfWD4Cxt4usqiuGHiQo01fRcUXcU3GObg_xl.webp)
It was shown[162] that the results of thermodynamic calculations without allowance for solid carbon (quasi-equilibrium calculations) at temperatures around 1600 K are in much better agreement with the experimental data obtained from the 2-MW coal-to-acetylene plasma reactor operating with hydrogen as a plasma-forming gas. This was explained by the fact that the time of pyrolysis of coal particles is much longer than the time of pyrolysis of light hydrocarbons. Furthermore, the mass and heat transfer between the coal particles and the gas is the rate-limiting step, as the rate of heat transfer between the particles and the gas is limited by the insufficient number of collisions of gas molecules with the rough surfaces of the coal powders.
It is of interest that according to the obtained data,[162] replacement of hydrogen as the plasma-forming gas with methane improves the energy efficiency of the process.
An example of the results of quasi-equilibrium calculations[162] in the C – H system is shown in Fig. 18. It can be seen that the range of maximum acetylene yields is markedly extended towards lower temperatures, and the acetylene content has increased.
![[{"id":"l3aHJWLUjL","type":"paragraph","data":{"text":"Variation of the equilibrium composition as a function of temperature for various C/H mass ratios (without allowance for the solid carbon): C/H = 2 : 1 (<i>a</i>), C/H = 4 : 1 (<i>b</i>), C/H = 6 : 1 (<i>c</i>)"}}]](/storage/images/resized/V9VNuyrM7kPoW1A6VlEwsugwKlOXMxAGpwPnklw1_xl.webp)
It is important that the best convergence of thermodynamic calculation results with experimental data is observed when calculations are performed without consideration of solid carbon.
A thermodynamic study of a plasma-chemical process for coal pyrolysis to acetylene in a hydrogen medium based on the data for the 5-MW pilot unit was reported by Yan et al.[152] The calculation included 36 components: C, CH, CH2, CH3, CH4, C2, C2H, C2H2, C2H3, C2H4, C2H5, C2H6, C3, C3H3, C3H4, C3H4, C3H6, C3H8, C4, C4H2, C4H4, C4H6, C4H8, C4H10, C6, C6H2, C6H6, C7H6, C8H8, C8H10, H, H2, H2O, O2, CO, and CO2. Fused carbon C(s) was not included in the list of components. The results of quasi-equilibrium calculations[152] for a temperature of 1630 K are in satisfactory agreement with experimental data.[139]
Other authors[10][142][163][164] also pointed out that the results of quasi-equilibrium calculations are in good agreement with experimental data on the plasma-chemical conversion of coal to acetylene.
Thermodynamic calculations in the carbon – hydrogen system and comparison of the results with experimental data obtained for the 2-MW plasma-chemical pilot plant[162] demonstrated that the experiment in which coal microparticles interact with hydrogen are in poor agreement with thermodynamic models that assume the presence of solid carbon in the reaction zone. However, the accuracy of calculations in comparison with experimental data increases under the postulate of the presence of carbon in gaseous form (as mono-, di-, and triatomic clusters). According to Wu et al.,[162] this discrepancy is due to the fact that the time needed for pyrolysis of carbon particles (4 ms) is much longer than the time of pyrolysis of small hydrocarbon molecules in the gaseous or liquid states (0.4 ms). This is due to the limited rate of pyrolysis of carbon particles, which is a result of low velocity of the mass and heat transfer between the coal particles and the gas medium caused by the insufficient number of collisions of gas molecules with the rough surfaces of coal.[43] As a result, the thermodynamic equilibrium in the gas – solid system does not have time to be established over the period in which coal particles are in contact with hydrogen in the reaction zone (several milliseconds). At temperatures above 1973 K, only the removal of volatile components from coal particles mainly consisting of heavy hydrocarbons takes place;[139] however, complete transformation of the feedstock to acetylene does not occur. The feedstock (amorphous or graphite-like carbon, depending on the type of the used material) does not completely react.
Chen et al.[141] obtained acetylene concentration in the reaction medium at a level of 9.4 vol.%. The authors found out that the key factors affecting the yield of acetylene are temperature and the molar ratio of hydrogen to carbon. The composition of the plasma-forming gas is also significant: Schobert[7] reported high yields of acetylene of up to 40 mass % of the total amount of the converted carbon while using a 90 : 10 Ar/H2 gas mixture. In addition, it was emphasized that hydrogen plays an important role for preventing the equilibrium from shifting to the right (Equation (16)):

In view of the above, it should be noted that not only the hydrogen content in the plasma-forming gas, but also the proportions of coal and hydrogen streams fed into the reactor are significant factors. Fei et al.[142] found that the optimal C/H mass ratio is 80 : 20.
5.2. Energy requirement of the plasma-chemical production of acetylene from coal and comparison of the economic performances of plasma chemistry and other methods
The energy requirement of this process is determined by the type of feedstock. The ideal value calculated under the assumption that energy is spent only for the destruction of aromatic rings in the carbon structure[99] is approximately 2 – 3 kWh per kg of C2H2. However, the actual values are much higher. As shown in Table 1[165][166], these values are comparable with energy consumption for the plasma-chemical processing of methane and for the formation of calcium carbide by electrothermal method.
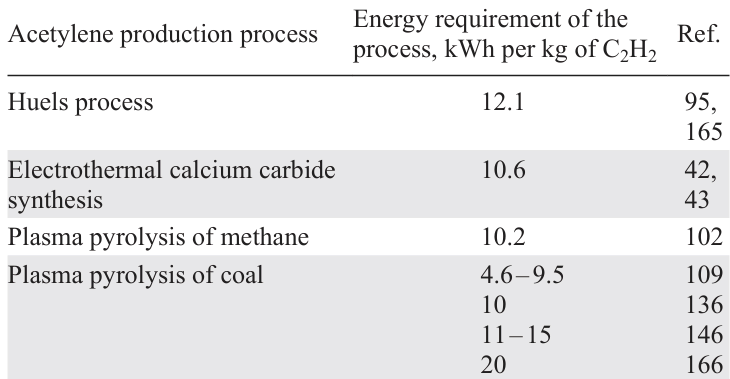
A comparison of the economic performance of the operating 5-MW unit for acetylene production from coal in a hydrogen plasma with similar characteristics of the carbide process for acetylene production showed[139] that the overall energy requirement decreases by 25%, the carbon dioxide emissions decrease by 50%, water consumption decreases by 60%, and the material saving in terms of coal is 40%.
In 2017, Ma et al.[146] reported a comprehensive study of the factors that influence the efficiency of plasma-chemical processing of coal to acetylene relying on the results obtained previously. It was found that the coal loading and the energy input of the reactor are the key macroscopic parameters. Since the coal conversion rate depends on the yield of volatile components from coal particles, and the yield of volatile components depends on the heating rate of coal, an increase in the coal loading of the reactor requires that the energy input be also increased. However, an increase in the energy input leads to an increase in the plasma temperature, which causes acetylene decomposition to carbon and hydrogen. The authors were able to achieve a balance between the process performance and energy efficiency by determining the optimal operating conditions for the laboratory reactor: the energy input was 1.40–1.90 kWh per m3 of H2, while the coal loading relative to hydrogen feed rate was 0.40 – 0.70 kg per m3 of H2. As a result, they attained the following characteristics: acetylene content in the products of 5.0 – 6.5 mol.%, coal conversion rate of 75%, and specific energy requirement of 11 – 15 kWh per kg of C2H2.
Wu et al.[162] focused attention on the environmental benefits of the acetylene production process based on coal pyrolysis in hydrogen plasma. This is a relatively clean coal processing technique giving no CO2 and requiring no considerable volumes of water. The required amount of water is used only for spraying in the reactor during the quenching stage, and it can subsequently be collected and reused. The authors propose this coal pyrolysis process as an alternative to the carbide method of acetylene production, which is characterized by high energy consumption and a pronounced impact on the environment.
6. Conclusion
The production of acetylene from coal in hydrogen plasma is promising for industrial implementation. It is important that renewable energy sources can be used for heating the reaction zone. The raw materials used for acetylene production are coal (including charcoal) and hydrogen. Most long-term forecasts for the global fuel balance predict that coal will remain a key source of energy until 2050. The global coal reserves are five times greater than the oil reserves and four times greater than natural gas reserves. Nevertheless, in the early 21st century, coal accounted for about 40% of the global fuel balance. It is expected that the global coal prices will decline in the future due to the reduced demand for coal as a fuel. The decrease in the proportion of coal in the global energy balance brings about the task of developing alternative ways to use coal deposits. At first glance, the key coal mining region in Russia is Kuzbass, which has several hydroelectric power plants located in neighbouring areas on the Angara, Yenisei, and Ob rivers. However, it should be noted that low-grade coal is preferable for the plasma-chemical generation of acetylene. This is due to the facts that, first, high carbon content (in anthracite and other high-grade coals) leads to electrode carbonization and fast failure, and second, the higher the carbon content of the coal, the lower the yield of volatiles, and the acetylene yield in the gas mixture is known to directly depend on the yield of volatile components. These components are high-molecular-weight compounds acting as sources of acetylene. In this sense, Eastern Siberia having impressive reserves of low-grade coal is more appropriate for plasma-chemical processing of coal into acetylene. In addition, there are large hydroelectric power plants on Siberian rivers, for example, on the Angara and Yenisei. First, this fact would markedly reduce the cost of electricity for plasma-chemical acetylene production; second, the use of hydroelectric power is in line with the basic green chemistry principles including the use of coal as a chemical raw material; and third, the use of water resources in combination with environmentally benign electrical power would provide pure hydrogen needed to start the plasma torch. It is important to note that the main reason for abandoning plasma-chemical technologies in the US and Germany in the mid-20th century was the negative electricity balance, since the energy of thermal power plants was taken into account.
Hydrogen may become an accessible and inexpensive resource as the hydrogen economy infrastructure develops. Note that the hydrogen content in acetylene is only 7.7 mass %. Almost all types of coal (except for high-grade coals such as anthracite) already contain a sufficient amount of hydrogen to form acetylene. In the process of coal conversion to acetylene, hydrogen gas is actually a recycle heat carrier that does not need to be replenished. It is only necessary to provide the appropriate initial amount of hydrogen to commence the process. Since hydrogen is needed only to start and maintain the process, it can be obtained from virtually any source, including oil refineries and environmentally friendly water sources (water electrolysis).
Furthermore, acetylene production from low-grade coal gives not only additional hydrogen, but also carbon monoxide, the amount of which directly depends on the quality and type of coal. In other words, together with acetylene, the process would give synthesis gas suitable for implementation of a variety of catalytic processes. Carbon monoxide can be used separately for the synthesis of, for example, acetic acid, which is produced by carbonylation of methanol (the main industrial method). If additional hydrogen is needed and in order to improve performance characteristics of an industrial process, methane (natural gas) can serve as a source of hydrogen. Conversion of natural gas to acetylene in hydrogen plasma is considered to be quite promising; the yield of acetylene in this process may reach 80 mass %. However, plasma-chemical generation of acetylene from natural gas has drawbacks related to the costs of gas transportation and storage. In this respect, coal, which is free from this drawback, appears a more promising feedstock despite the difficulty of feeding coal into a plasma jet.
The plasma-chemical technology is subject to geographical limitations for successful implementation of such projects. In particular, several factors are required simultaneously: cheap and environmentally friendly hydroelectric power, low-grade coal deposits, a cheap source of pure hydrogen, and convenient logistics. The whole set of these conditions is seldom encountered. For this reason, the plasma-chemical production of acetylene is unlikely to ever become as widespread as the carbide method or the oxidative pyrolysis method, despite its efficiency and environmental friendliness. The primary aim of this review is to promote implementation of these process wherever possible, for example, in Russia, particularly in Eastern Siberia. This approach is promising from a social and economic perspective: it will provide affordable acetylene production, create new jobs in regions in which mine closures will lead to excess labour force, and maintain additional demand for coal, while the market for coal as a fuel shrinks. It was noted above that 2-MW[142] and 5-MW[139][154] plasma units for acetylene production from low-grade coal are already operating in China. Thus, this approach is also realistic for Russian regions rich in low-grade coal deposits.
Acknowledgements
This review was written within the State Assignment of the Federal Research Center A.E.Favorsky Irkutsk Institute of Chemistry, Siberian Branch, Russian Academy of Sciences (Project no. 124042700004-8).
References