



Keywords
Abstract
The transfer of waste materials from the chemical industry to the building sector is an emerging area of sustainable development. Leftovers, by-products, tails and sludge from chemical processes may be valuable components of building mixtures. Feeding the construction industry by chemical wastes is a profitable chain for both sectors. In fact, calcium carbide residue (CCR) can be considered a link between the chemical industry and construction materials. Carbide sludge is the main waste product of acetylene gas production from calcium carbide. The released acetylene is actively used in the modern chemical industry. An alternative method of acetylene production — the cracking of oil and gas — is beyond sustainability; thus, the carbide route is more promising in the hydrocarbon-free future. However, the carbide route is accompanied by a significant amount of the side-product carbide sludge, which is currently used as a CO2 capture agent, binder, building material, in inorganic synthesis, etc. In this review, the potential of carbide sludge in the construction industry and other areas is highlighted.The bibliography includes 310 references.
1. Introduction
The chemical industry is a provider of essential materials for human necessities. Most modern infrastructures1 that include energy, transport, food and water supplies, waste utilization, medicine and drugs, electronic means of communications and transport depend on human-controlled chemical processes. The ‘chemical engine’ produces vital matters enabling well-being for habitats. However, the chemical industry can be profoundly harmful. Hydrocarbon-based engines are responsible for air pollution and CO2 emissions; steelmaking is the prime cause of metals in soils and oceans; polymeric materials with a long half-life lead to significant changes in the environment. Apparently, the "chemical engine" cannot be stopped. Thus, even smart cities cannot survive without the chemical industry, and the principal question is: what kind of industry should be created, and what rules must be considered? Of course, the promising approaches to new `green energy' technologies inspire some optimism; however, the creation of materials to support green materials is based on chemical processes (the creation of materials for solar panels, Li-batteries, parts of wind generators, etc.). All the changes in chemical production should originate from the development of new selection criteria that allow the separation of truly efficient production. The new criteria should address not only short-term economic benefits and rely only on the yields of chemical products but also a long-term perspective. Only sustainable chemical technologies based on processing, not the disposal of waste, can be considered efficient over prolonged periods of time. Ideal chemical processes in resource-efficient cities are atom-economical ones, where all atoms of the reactants are converted into products without any side compounds. Another example is based on after processing, when products are in demand in another area as starting components. Although `step-by-step' processes cannot be called closed or looped, a total industrial sequence of a city is closed. Thus, future sustainable chemical technologies may produce by-products that are useful in other industries, and the industrial branches may be completely different.
In this review, we attempted to highlight the use of calcium carbide sludge (ton-scale by-product in acetylene manufacturing) in the building sector. Calcium carbide is produced from carbon and calcium carbonate, which are totally independent of hydrocarbon sources. Any source or recycled (pyrolyzed) waste can be a source of carbon. The source of calcium is usually lime ore, but after hydrolysis of the carbide, calcium hydroxide is released, which can be reused in the synthesis of carbide. Acetylene released during carbide hydrolysis is a valuable building block in organic and polymer chemistry. However, in the course of carbide hydrolysis, carbide sludge is formed. Although sludge is a waste and undesirable product, it is used in various fields. We propose to use carbide sludge as a material for construction chemistry; that is, this material can serve as a linker between the chemical industry and the construction industry in smart cities.
2. Why is CCR so important?
Acetylene has always been an extremely important molecule for industry and society and is the source of many large-tonnage chemicals. For a long time, acetylene was the molecule of choice in the chemical industry until it was replaced by ethylene. Today, acetylene is produced in two ways: cracking of oil or gas and hydrolysis of calcium carbide. The carbide route has a key advantage: it is independent of hydrocarbons since only carbon and lime ore are needed for production. As a result, a Ca-based sustainable carbon cycle was developed to produce acetylene-derived industrial chemicals (Fig. 1a).
![[{"id":"pBVHd6D_dO","type":"paragraph","data":{"text":"CCR in the Ca-based sustainable carbon cycle"}}]](/storage/images/resized/LIC7s1FyQ1wgA53NnwQiqpt0EzEs6YtvIiu7Ab8M_xl.webp)
Carbon is ubiquitous in one form or another, and it can easily be used to synthesize carbides. Carbon-rich waste from biomass and left-overs or residues from pyrolysis can also be used for carbide production. Potentially, in the near future, the production of acetylene from carbon will replace hydrocarbon-dependent technology, and all acetylene will be produced by the carbide method. After hydrolysis of carbide (see Fig. 1, acetylene generation step), the resulting acetylene can be incorporated into various molecules, which are then used to create materials. At the end-of-life cycle, materials can be recycled through pyrolysis, resulting in pure black carbon, which can again be used to produce calcium carbide. Thus, the production of carbide can be closed for both calcium and carbon.
The second advantage of obtaining acetylene by the carbide route is the closed cycle. The carbide sludge (calcium hydroxide) released after carbide hydrolysis can be reused for carbide synthesis (see Fig. 1, recycling step). When heated, calcium hydroxide Ca(OH)2 loses water and transforms into calcium oxide CaO, which is the starting material in the synthesis of carbide.
Today, carbide residue is generated in large amounts as a by-product of acetylene manufacturing from carbide2 and is usually not used in industry and simply disposed (Fig. 2).3 However, CCR has its own unique applications as a key inorganic component (see Fig. 1b, bottom). The fields of carbide and CCR use do not cross but complement each other, which was recently demonstrated in an excellent work.4 The concept of this review suggests that CCR is a complementary component of the overall Ca-based sustainable carbon cycle but not an undesired by-product.
![[{"id":"GdV1ksBX-t","type":"paragraph","data":{"text":" Disposal area of calcium carbide residue. Reproduced from Ref. 3 with permission from Springer."}}]](/storage/images/resized/a23nppWb3Tx37KACFmTO4j9lh0dq0ILzZ8mds6wr_xl.webp)
Carbide sludge is washed away by rains, penetrates into the soil, contaminates it, and having an alkali pH >12,5-7 causes significant damage to soils and plants.8--10 Therefore, the use of sludge is not only beneficial but also necessary.
The composition of CCR depends on the purity of the initial reagents and may vary; however, the main components of CCR are usually calcium hydroxide, calcium chloride and carbon.11 Calcium hydroxide in the CCR may be present in various forms: portlandite, aragonite, calcite, rapidcreekite and others (Fig. 3).12
![[{"id":"R7x7bo6WuE","type":"paragraph","data":{"text":"XRD spectra of CCR: K is kaolinite, Q is quartz, G is goethite, M is mica, P is portlandite, A is aragonite, C is calcite, R is rapidcreekite. Reproduced from Ref. 12 with permission from Springer."}}]](/storage/images/resized/YOrWubFYojiiIefZ7veKPg6UHdegrUV1xCE8efrt_xl.webp)
The CCR particles were irregular in shape with an average particle size of 9.05 μm, and the total particle surface area was 7.05 m2 g–1, which was higher than that of ordinary Portland cement (OPC, 2.70 m2 g–1). Only 2.3% of particles remained on the 45 μm sieve. Grinding of CCR resulted in an average particle size d50 of 8.8 μm; therefore, a key application for sludge can be its use as a binder in the construction industry.
3. Using of calcium carbide: gaseous, liquid and solid acetylene
3.1. Gaseous acetylene
The industrial potential of acetylene as a source of the simplest unsaturated unit with a triple carbon-carbon bond is amazing. Vacant positions provide a plethora of incredible transformations,13--26 avoiding the formation of waste since addition reactions are atom-economical. The chemistry of acetylene is well highlighted in reviews,14,27--34 and here, we would like only to draw attention to general methods for producing acetylene on an industrial scale. Acetylene manufacturing is based on the hydrolysis of calcium carbide or hydrocarbon feedstock. In the case of the hydrocarbon-based route, cracked gas usually contains mainly additional amounts of carbon monoxide, higher acetylene homologues, olefins, aromatics, hydrogen and nitrogen, carbon black and tars. The separation of acetylene is based on solubility and sorption--desorption processes. Then, gaseous acetylene is dissolved in a suitable solvent under definite pressure in special pipes to avoid polymerization and explosion.35 Despite the high demand, the use of gaseous acetylene has a number of limitations due to its flammable and explosive nature. In general, working with gases is more difficult than working with solids or liquids. Therefore, liquid (LA) and solid acetylene (SA) were tested as a source of the C≡C unit.
3.2. Liquid and solid acetylene
The first detailed synthetic procedure and some properties of liquid and solid acetylene (LSA) were described in 1906.36 LSA was obtained by condensation in a Dewar flask. For purification, LA was treated with acids and drying agents and then distilled. The interest in LSA is mainly due to space research because acetylene molecules are found in interstellar chemistry.37,38 The presence of vinyl alcohol molecules in the interstellar space promotes laboratory experiments modeling space-chemical processes involving acetylene.39,40 Theoretical and laboratory investigations in ultra-high vacuum demonstrate that when SA is irradiated with protons and α-particles, a number of hydrocarbons are obtained.41 Thus, acetylene can be the source of many compounds in the interstellar space.
The chemical properties of LSA were not studied in detail due to a series of industrial explosions42 and the detonation of LA (or its solution) due to the ignition of the gas phase above the surface. However, some selected reactions were highlighted, in particular, metallization in liquid ammonia via the formation of acetylide. The interaction of LA with alkali metals leads to the formation of the corresponding acetylides (in the case of lithium-carbide, since lithium acetylide disproportionates).43 Solid acetylene polymerizes at different pressures and temperatures.44--46 Ultra-high pressure47 and laser irradiation48 initiate polymerization. Theoretical calculations show that the polymerization product is basically a well-ordered polyacetylene.49
The reaction with hydrogen azide resulted in acetonitrile. It is interesting that this reaction with the proposed original mechanism has also been studied for deuterated LA to provide deuterated acetonitrile.50
The reactions of acetylene in solid matrices of noble and other gases are of special interest. Acetylene in such media reacts with boron (CH-activation),51 cyanodiacetylene,52 vanadium dioxide,53 chlorine,54 boric acid,55 phenol,56 acetone,57 monomeric aluminium chloride,58 chromium atoms,59 titanium dioxide,60 hydrogen bromide61 and iodide,62 atomic and diatomic nickel and copper,63,64 lithium,65 water,66 fluorine67,68 and hydrogen atoms,69 carbene and azide of hydrogen,70 and atomic oxygen.71 Under the influence of various irradiations (which often initiate reactions), chemical interactions of acetylene with the matrix itself can occur.72,73 As a rule, reaction products are rather uncommon for classical organic synthesis. The structures of the obtained complexes were confirmed by spectral data and quantumchemical calculations.
In addition to chemical interactions with various units in solid inert gas matrices, the ability of acetylene to generate hydrogen atoms,74 clusters,75,76 cations and anions77,78 has been investigated. The presence and composition of these particles is confirmed by modern methods and the accumulated database of various spectra and characteristics,79--90 and durability is explained by extremely low temperatures and an inert medium.
The physical characteristics of the acetylene molecule under such conditions were also studied: molecular motion, diffusion, orientation and rotation;91--94 IR spectra in liquid Ar, Kr, N2, CO and CO2 in the range of ≈1000-9000 cm–1.95 In this case, interesting types of interactions were discovered and confirmed not only spectrally but also by quantum chemical calculations. For liquid acetylene, spectra of scattered neutrons,96 molecular dynamic calculations97 and molecular dynamic studies of clusters in a supersonic flow were performed.75 Various types of interactions in LSA were successfully studied by Raman spectroscopy.98 In 1936, it was found that the acetylene molecule is substantially distorted in the liquid state compared with the linear form in the gaseous state.99 The existence of acetylene nanoclusters at temperatures of 135-176 K has also been reported.100 The spectra of liquid and solid phases at room temperature led to refinement of the theoretical models for intermolecular interactions.101 Moreover, there are reference data on vapour pressure37,102,103 and the enthalpies of phase transitions.104 Acetylene molecules can form polyatomic clusters, dimers and trimers. The equilibrium structure of an acetylene dimer has a T-shape, which is confirmed experimentally.105--115 A trimer and tetramer of acetylene are two large clusters according to spectroscopy data.116,117 The existence of clusters with different numbers of acetylene molecules and refinements that affect the existence of two crystalline forms of SA was also supported by calculated data.76 Dideuterated acetylene (C2D2) was also studied for correlation times of rotation in liquid hydrocarbons118 and self-diffusion.119
Neither liquid nor solid acetylene is suitable for common laboratory synthesis or large-scale manufacturing. Handling and storage of LSA is too challenging and very risky. However, calcium carbide, as a solid surrogate of acetylene, can be easily synthesized on ton scales, shipped safely, stored and used in industry and laboratories.
3.3. Calcium carbide as a solid source of acetylene
Recently, calcium carbide began to be used directly as a source of acetylene,120 bypassing the hydrolysis and collection of gaseous acetylene into cylinders. This greatly facilitated the work, since solid calcium carbide is much more convenient in practice than gaseous acetylene. Carbide easily eliminates the disadvantages of gaseous acetylene: in a dry atmosphere, carbide is not flammable, not explosive, and stable. Due to carbide, it became possible to conduct chemical reactions in a lack of acetylene, while in the case of gaseous acetylene, its excess was always used: either the reaction was carried out under pressure or by bubbling for several hours. However, the most exciting thing was that the use of carbide opened up a number of fundamentally new possibilities: the preparation of 13C-labeled compounds,121 the construction of heterocycles,122,123 mechanochemical processes,124,125 monomer synthesis,126--132 and many exciting transformations.133--152 The issue of impurities in calcium carbide should be mentioned. Carbon and calcium oxide as the starting materials are usually present, as well as calcium hydroxide and calcium carbonate formed after hydrolysis. Carbon is an inert reagent, and calcium-containing impurities are inorganic substances insoluble in organic solvents. When carrying out a reaction in the presence of bases, calcium derivatives do not affect the reaction even if the listed bases are sufficiently soluble in the reaction medium (e.g., DMSO). If the reaction is sensitive to a base or water, it is possible to carry out the process in a two-chamber reactor, a special cartridge,153 or a tube-in-tube reactor.154 In such reactors, the reaction mixture is placed into one chamber, and calcium carbide and water are placed into another one. That is, acetylene is generated in one chamber and consumed in the other. In such a case, possible impurities in calcium carbide do not affect the main process, since they remain in the first chamber. Standard procedures for purification (silica gel filtration, washing with water) are also a successful option to purify the desired compounds. It is also worth noting that the type of impurities and their amount are highly dependent on the raw sources, especially carbon. However, their content is not high, and the effect on organic transformations seems to be insignificant.
Thus, the use of carbide in chemistry has led to the discovery of new reactions that are inaccessible when using gaseous acetylene. We assume that in the future, carbide can be used in industrial processes instead of acetylene, facilitating the production of vital compounds. However, to solve such ambitious tasks, it is first necessary to develop sustainable technologies for the utilization of a by-product that is released during the hydrolysis of carbide, that is, carbide residue.
4. Applications
4.1. Cementing materials
Limestone materials based on OPC are usually used in the construction industry. OPC is the main binder of building concretes; however, its production is expensive and accompanied by the release of a large amount of waste. The main component of Portland cement (PC), CaO, is obtained by heating CaCO3 at very high temperatures, releasing a large amount of CO2. Therefore, the search for and use of alternative binders remain relevant today. As an alternative to calcium replacement for PC, sludge from the production of acetylene by the carbide method - CCR - can be considered. The compositions of CCR, PC and other common binders are summarized in Table 1.155 The residual amounts of Ca(OH)2 and Ca3Si3O8(OH)2 in CCR can also improve the properties of the resulting cement.2
The main component of CCR is Ca(OH)2; therefore, for the preparation of cement clinker, CCR must be preliminarily prepared. Energy consumption for the production of a product is one of the main indicators of efficiency and environmental safety. The energy consumptions for the production of PC and cement material from CCR by burning the corresponding raw materials are similar (Fig. 4).165
![[{"id":"6yBGJt_yXl","type":"paragraph","data":{"text":"Energy consumption in PC and CCR production. Reproduced from Ref. 165 with permission from Trans Tech Publications."}}]](/storage/images/resized/OG6vVIAk0LxPeeKpMDqo6WF72Ulj5sewgExPJ6PH_xl.webp)
The manufacturing of cement clinker from CCR requires more energy than the production of PC because CCR contains a large amount of water and needs to be predried. At the same time, the production of cement material from CCR is more energy-efficient than the production of PC. The limestone used in the production of PC requires preliminary grinding, in contrast to the production of Ca(OH)2 from CCR.165 A comparative analysis of energy consumption for the production of CaO from limestone and CCR is shown in Fig. 5.166
![[{"id":"8Pcmm7EtL4","type":"paragraph","data":{"text":"TheDTA-TGcurves of limestone (<i>a</i>) and CCR (<i>b</i>). Reproduced from Ref. 166 with permission from Trans Tech Publications."}}]](/storage/images/resized/anSuAq9eeuWq2EY9V21iU23oNgZEERKn9EDcvcSK_xl.webp)
The endothermic signal at 871°C corresponds to the decomposition of limestone (see Fig. 5a), (1):

In the case of CCR (Fig. 5b), the first signal at 148 °C with a loss of 3.04% of the total mass corresponds to drying. Then, the endothermic signal at 492 °C corresponds to the dehydration of calcium hydroxide (2):

The third signal corresponds to calcium carbonate decomposition (the same as in Fig. 5a) since CCR always contains some amount of CaCO3. Thus, the production of cement clinker from CCR requires a lower temperature, and calcium oxide from CCR is more porous with a larger surface area than that from limestone.2
Both clinkers from burnt limestone and CCR at 1350 and 1450 °C had the same composition (Fig. 6);166 however, the content of CaO in CCR was higher.155
![[{"id":"VD8FlBMKq8","type":"paragraph","data":{"text":"Petrographic pictures of clinker at 1350°C (<i>a</i>) and 1450°C (<i>b</i>); magnification ×500. Reproduced from Ref. 166 with permission from Trans Tech Publications."}}]](/storage/images/resized/chLDaefqvRxDNz2K9FAv8v6Xjgdyl1DpyMa4zqGb_xl.webp)
Both clinkers have a structure with a high surface area and the same particle size of mineral inclusions. The sample obtained by calcining limestone contains more mineral particles than samples from CCR.155,166 Thus, the use of untreated CCR will significantly reduce CO2 emissions (by 45.17% per ton of product) and other pollutants, as well as water consumption.165
Calcium hydroxide as the main component of CCR can react with silica materials through pozzolanic reactions, resulting in a product similar to that obtained from cement hydration. Other carbide production wastes, fly ash (FA), ground granulated blast furnace slag (GGBS) and other types of waste can serve as alternative high-calcium raw materials. The composition of cement mixtures obtained by replacing up to 40% of PC with furnace dust generated as a by-product in the production of calcium carbide (calcium carbide kiln dust, CCKD) was investigated.2 When CCKD was added to the mixture, the setting time of the solution increased in comparison with that for cement from OPC, which was explained by the slowdown in the hydration of CCR and the slow nature of the reaction of CaO with SiO2.2,167 Moreover, an increase in the setting time occurs with an increase in the proportion of CCKD in the mixture.168 However, the addition of CCKD to the mixture had an adverse effect on the compressive strength of the finished material. With an increase in CCKD, there is a decrease in strength compared to that of the control sample from OPC. Thus, the decrease in the strength of the cement slurry at the age of 28 days ranged from 0.9 to 5.83%, while replacing the CCKD from 5 to 40%. The highest strength at 28 days (62.38 MPa) was measured for a cement slurry containing 5% CCKD and 95% OPC.168 The use of a predried CCR combined with OPC, in contrast to furnace carbide dust, contributes to an increase in the compressive strength of the finished cement paste and the workability of solutions. For example, replacing OPC with 5% precalcined CCR in cement paste also increased the mortar setting time and cement paste strength at 45 days compared to conventional OPC cement. Thus, the unconfined compressive strength (UCS) of the 95 OPC–CCR solution was 111 MPa, which was 110% of the strength of the OPC solution. The shrinkage of the CCR slurry after 45 days was 7% less than that of the OPC slurry.2 Cement samples with a partial replacement of OPC by 5% CCR+(0-30%) GGBS with 35% replacement of OPC demonstrated high compressive strength and a longer setting time of the mortar in comparison with the OPC binder. The highest technical characteristics of clinker were achieved with the addition of 5% CCR and 30% GGBS.169
Ground CCR can be used as a promoter of the pozzolanic reaction of calcium sulfoaluminate cement (CSA), resulting in an increase in the strength of the cement clinker. CSA cement is a commercially available cement applied to rapid construction due to its rapid setting (<25 min) and high strength at an early age. CSA production requires lower temperatures than OPC production, and CSA has a lower calcium content, which adversely affects the quality of the finished cement clinker. To reduce the setting time of the cement slurry (for example, during repair work), activators are used, e.g., alkalis.170 The fast setting of the CSA paste was closely related to its early hydration, which can be expressed by the Eqns (3)-(7):
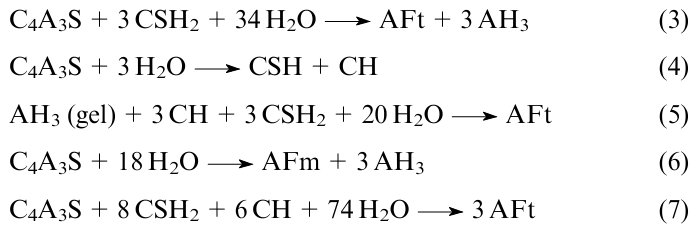
After adding water, calcium sulfoaluminate (C4A3S, 4CaO•3Al2O3•SO3) reacts with gypsum (CSH2) and water to form ettringite (AFt, 3CaO•Al2O3•3CaSO4•32H2O) and aluminium hydroxide AH3 (3). C4A3S hydrolysis by-products are calcium silicate hydrate (CSH, Ca1•5SiO3•4H2O) and calcite (CH) (4). Then, the AH3 gel reacts with CSH2 with AFt formation (5). With a lack of gypsum in the system, further curing proceeds with the participation of monosulfide hydrated calcium sulfoaluminate (AFm, 3CaO•Al2O3•CaSO4•12H2O) (6). The setting process of CSA is largely determined by the rapidity of AFt formation. Gypsum acts as a promoter (accelerator) of early CSA hydration. However, its excessive use can lead to negative changes in the structure of the clinker with the formation of cracks.
The addition of 20% OPC to the CCR-CSA system increases the strength by 2 times compared to a similar material from OPC and reduces the percentage of shrinkage due to the formation of a denser structure.171,172 At the same time, the compressive strength of the clinker made of sulfoaluminate cement increases from 37.9 to 87.9 MPa on days 3-28 with a ratio of CCR to limestone with a high silicon content of 1:0. The addition of wet-ground carbide slag (WGCS) increases the pH of the liquid phase and provides an additional amount of Ca2+ ions in the mixture, thereby reducing the setting time of the solution and increasing the initial strength. Thus, the addition of 8% WGCS to CSA increases the 2-hour compressive strength from 4.2 MPa to 32.9 MPa due to the formation of AFt, which creates a loose matrix structure (Fig. 7).170
![[{"id":"OqhmOcVLSV","type":"paragraph","data":{"text":"The mechanism of hydration in CSA and wet-ground carbide slag-calcium sulfoaluminate (WGCS-CSA) system. Reproduced from Ref. 170 under the Creative Common BY 4.0 license."}}]](/storage/images/resized/OUE9YpN4PXYc2VwXBeVCdwMuGYKfHL2CFBpS7Nap_xl.webp)
However, the high Ca(OH)2 content in the WGCS-CSA system promotes the formation of ettringite and the formation of a dense crystalline framework, which reduces the setting time and the development of high strength at an early age. Moreover, in the presence of WGCS, acicular AFt was formed, which condensed the microstructure of the material, also contributing to the increase in early strength.
The combination of two wastes from the production of calcium carbide, FA and CCR, is an excellent possibility to create an alternative binder for preparing cementless concrete. The main component of FA is SiO2 (55.0%), and that of CCR is CaO (56.5%). The combined use of these two wastes to create binders provides a good ratio of components for the formation of silicates, which ensures the strength of the product.164 The mechanical properties of cementless concrete - elasticity and tensile strength, and abrasion - were the same as those of conventional OPC concrete. Therefore, cementless concrete with a binder component content of 550 kg m–3 from a mixture of furnace ash and the remainder of calcium carbide FA:CCR in a ratio of 70:30 demonstrated a UCS of 29.7 MPa after 28 days, which is similar to conventional concrete with a cement content of 300 kg m–3 (see Ref. 3). The FA:CCR 70:30 paste had compressive strengths of 8.5 and 9.2 MPa after 28 and 60 days, respectively. The formation of CSH during solidification of a cementless paste was proven by X-ray diffraction (Fig. 8).7
![[{"id":"j0r7TGZGmM","type":"paragraph","data":{"text":"XRD patterns of CCR, ground FA (GFA) and CCR-GFA pastes. S=Ca<sub>5</sub>(SiO<sub>4</sub>)<sub>2</sub>(OH)<sub>2</sub>, I =SiC, H=Ca(OH)<sub>2</sub>, C=CaCO<sub>3</sub>, M=3Al<sub>2</sub>O<sub>3</sub>•2SiO<sub>2</sub>, Q =SiO<sub>2</sub>, A=Al<sub>2</sub>O<sub>3</sub>, F=Fe<sub>2</sub>O<sub>3</sub>. Reproduced from Ref. 7. with permission from the American Society of Civil Engineering."}}]](/storage/images/resized/kbopZmslaknJJcR7OofGY6IWJ5YtFk2pToNmv8jK_xl.webp)
Concretes with the addition of 30 and 40% FA-CCR had a compressive strength of 17.2 MPa at the age of 28 days, which exceeds the minimum values of the requirements for structural concrete elements. However, this indicator can be improved by introducing Ca-containing additives. Thus, the introduction of 10% OPC to cementless concrete increases the compressive strength to 44.3 MPa after 28 days and to 51.4 MPa after 90 days. The use of OPC in the calculation of 38 kg m–3 increases the UCS of concrete by 0.5 FC [mixture of ground carbide residue (GCR) and ground fly ash (GFA) with ratio 263:113 kg m73] to 24.6 MPa after 28 days.3 The addition of OPC (110 kg m–3) to the GCR-GFA mixtures contributes to a greater increase in the UCS of concrete up to 67 MPa in 28 days and up to 73 MPa after 90 days, which is 90-106% of the strength of OPC concrete (550 kg m–3).164,173 Although cement and cementless GCR-GFA mortars have good technical characteristics, the strength characteristics of clinkers can be improved. Thus, the addition of OPC reduced the water permeability of the finished concrete compared to the cementless mortar. Similar results on increasing the mechanical properties of cementless materials using low-carbon waste from thermal power plants as a binder were obtained.174
Three main methods of increasing the strength of concrete with a cementless binder of 30% CCR and 70% FA have been proposed: i) alkaline activation of the mixture; ii) curing the solution at elevated temperatures; and iii) increasing the degree of grinding of the components.175--177 Alkaline activation of the CCR-FA mixture by introducing 1% NaOH175 or sodium silicate178 promotes the leaching of SiO2 and activates the reaction with CaO to form calcium silicate, which provides structural strength. Alkaline activation of the binder provides high strength of the paste at an early age and is approximately 40 MPa. Moreover, with an increase in the proportion of CCR from 0 to 30% and the ratio of the alkaline activator - solutions of NaOH and Na2SiO3 - an increase in the strength of the product was observed due to the formation of CSH and NASH (sodium aluminosilicate hydrate).179,180 However, the optimal parameters promoting the increase in strength are 1:2 ratio of Na2SiO3 and NaOH and 20% replacement of FA by CCR, after which the strength begins to decrease.179
Curing of a binder solution at an elevated temperature (60 °C) is accompanied by a pozzolanic reaction with the formation of silicates and alumosilicates on the surface, which are responsible for the strength of the material. The greatest increase in the compressive strength of the paste obtained in this way was observed at an early age and decreased with age. The most effective method for increasing the strength of concrete with a cementless binder was observed with a decrease in the particle size of the components of the starting material. The compressive strength of concrete activated by increasing the dispersion of the new cementitious material can reach 55.0 MPa after 28 days and increases to 65.1 MPa after 90 days. The increase in the strength of concrete with a cementless binder is explained by its denser structure. Finely divided FA and CCR particles fill the voids between the coarse filler particles. The resulting denser structure improves the compressive strength of the finished concrete and reduces shrinkage during drying.175 The combination of methods 1 and 2 leads to the best results. Alkaline activation of the components and subsequent curing at 60 °C promotes a more complete interaction of the components of the mixture with the formation of silicates and calcium aluminosilicates in the cement paste (51.1 MPa after 90 days). The compressive strength of activated cementless pastes is 81-84% OPC solution.176,177 Pastes prepared from 30% CCR and 70% FA with the addition of alkali178 or CaCl2 (Ref. 181) have a faster setting time - 25 to 85 min, increased strength and flexibility.178--181 Moreover, with an increase in the proportion of CCR from 0 to 30%, there is a decrease in the setting time and an increase in strength. The shrinkage value of ready-made concrete samples from activated and non-activated CCR-FA decreases at 60 °C due to increased evaporation of water from the composition and the formation of a more porous structure. The addition of NaOH to the CCR-FA mixtures promotes shrinkage of the cement paste and increases with increasing alkali content at 180 days of age. The maximum shrinkage (more than 80%) occurs at an early age (28 days).177
The resistance of a concrete to chloride ions is one of the important characteristics during construction in areas with high humidity, particularly in coastal areas. Chloride ions, penetrating concrete structures, react with basic concrete components with the formation of salts, which leads to the destruction of buildings, as well as corrosion of the metal base of reinforced concrete structures. The chloride resistance of cementless concrete can be increased by alkaline activation of the binder. Alkali-activated CCR-FA mixtures are chloride resistant and acid resistant.175,178 Residual alkali on the surface react with chloride ions from external sources, binding them and protecting the concrete structure from destruction. However, residual amounts of Ca(OH)2 reacted with H2SO4 to form gypsum (CaSO4•2H2O), which reduced the compressive strength due to the destruction of the material structure.
The addition of 10% OPC was used to activate the 70:30 FA:CCR paste. This composition provides an increase in the compressive strength from 29.7 MPa (typical of cement from OPC and cementless binder) to 44.3 MPa. The chloride resistance and water resistance of the binder with the addition of 10% OPC are higher than those of concrete from OPC. The use of such a composition for reinforced concrete structures will protect them from corrosion.182 The 10-30% OPC additive to the FA:CCR paste and activation with sodium hydroxide and sodium silicate solutions during paste curing at room temperature contribute to an increase in concrete strength due to the greater formation of silicates and aluminosilicates in concrete and a decrease in the setting time of cement mortars. The compressive strength of the finished cement pastes obtained by replacing 30% OPC is 13.8 MPa and using the same amount of CCR as a promoter gives only 11.4 MPa. This difference is because OPC promotes the geopolymerization reaction and the formation of products responsible for strength to a greater extent. However, both compositions meet the strength requirements for nonbearing and bearing brick masonry blocks according to ASTM.180
Concrete slip is one of the parameters for use in reinforced concrete structures. An assessment of the sliding of cement and cementless concretes was carried out.183 The concretes were prepared using crushed limestone and recycled concrete as coarse-grained aggregates. The values of slip adhesion and strength of concrete with cement and cementless binders were similar. For concrete with a cementless binder, the adhesion strength of deformed rods was approximately 1.7-3.6 times higher than that of smooth reinforcement. The coarse-grained recycled concrete aggregate reduced the adhesion to the steel rods of concrete with both CCR and OPC compared to the same indicator for concretes with crushed limestone aggregate.
The addition of expanded polystyrene (EPS) beads to alkali-activated (NaOH+Na2SiO3 within 6 mol.) CCR-FA paste resulted in geopolymer with a mass ratio of 75:25 by weight. The addition of EPS from 1:2.50 to 1:3.00 by volume contributed to an increase in the UCS of the clinker in the first 12 h from 451 to 731 kPa, and after 28 days, the strength was 1500-3000 kPa. Such materials are classified as having low strength and are prone to cracking on the surface.184 Morphological analysis showed that CCR-FA-EPS composites are prone to cracking (Fig. 9a,b).
![[{"id":"Hp1BuuGvk8","type":"paragraph","data":{"text":" SEM images of CCR-FA-EPS clinker. NaOH:Na<sub>2</sub>SiO<sub>3</sub>=1:0.3 (<i>a</i>), 1:0.4 (<i>b</i>), 1:0.5 (<i>c</i>). Reproduced from Ref. 184 with permission from Elsevier."}}]](/storage/images/resized/3AeNHmS6pHPG0bSZR9mBYjJGHSgsTtZZN8se9mZh_xl.webp)
The improvement in the strength of the clinker is controlled by the ratio of the alkaline activator components. Thus, the greatest strength of the material and, accordingly, the improvement of the microstructure is achieved at a ratio of NaOH:Na2SiO3 solutions of 1:0.5 (see Fig. 9c).184 Alkaline waste of soda production can be used as an alkaline activator instead of silicates and sodium hydroxide. Thus, composites based on CCR, FA, soda residue (SR) and GGBS improve the main technical characteristics of the resulting binder such as compressive strength, drying shrinkage, workability and chloride resistance. The maximum technical characteristics of the clinker were achieved with a ratio of reacting components CCR:FA:SR:GGBS of 0.5:0.5:1:3, which demonstrates a compressive strength of 51.82 MPa and a flexural strength of 6.42, which corresponds to the characteristics of PC. At the same time, CCR and SR were used in their original form without pretreatment, which reduces energy consumption while achieving high technical characteristics of the binder.185,186 Interestingly, mixing different types of waste resulted in new binders. Thus, in a study of cement pastes OPC was replaced with up to 20% CCR and RHA. The addition of CCR improved the performance of cementitious pastes. In contrast to CCR, an increase in the proportion of RHA as a binder led to a decrease in the compressive and tensile strength, as well as the flexibility of the cement paste, i.e., had the opposite effect. When these wastes are copresent, CCR partially compensates for the negative impact of RHA.187,188 The addition of 10% RHA to the cement in the absence of CCR provides a cement clinker compressive strength of 35.4 MPa and thus exceeds the OPC control. The strength of the clinker at a CCR:RHA ratio of 50:50 was 15.6 MPa after 28 days and increased to 19.1 MPa after 180 days. The authors reported that to maintain the required strength, the OPC replacement percentage should not exceed 10% for RHA or more than 15% RHA and 15% CCR when used together.187 The greatest strength of the cement binder made of CCR-RHA with alkaline activation was achieved with a component ratio of 60:40. However, the addition of 50% OPC significantly increases the strength of the solution compared to the use of sodium silicate for activation. This is probably due to the neutralizing effect of OPC in relation to RHA.
The addition of modifiers to the CCR-RHA-OPC triple system can improve the performance of the binder. Thus, the addition of metakaolin increases the water requirement of the mixture. The consequence of this is an increase in the setting time of the cement paste, which can be useful in works that require a long time or in places with high humidity.189 The inclusion of dried and crushed CCR (DCCR) in the CSBR mixture where OPC is partially (0-60%) replaced with a mixture of RHA, spent bleaching earth (SBE) and broken bricks increases the CaO content in the mixture and can reach an optimal value for the pozzolanic reaction with SiO2 and the formation of a larger amount of silicates.190 Therefore, the CSBR-DCCR-OPC material is a potentially cheap cement with appropriate compressive strength. Replacing 45% OPC with a CSBR-DCCR mixture yields a cementitious material that meets the compressive strength requirements of the Kenyan Standard (KS 02 1263) for Portland pozzolanic cement.
The effect of the addition of ash residue from the incineration of municipal solid waste (MSWI) and CCR to cement raw materials was studied. The percentages of OPC replaced with MSWI–CCR in cement were 5 and 10%. The chemical compositions of the MSWI cements and CCR cements were similar to those of the control cement from OPC. However, the SiO2 content of the MSWI cements was higher than that of the control cement, and the CaO content was lower. The setting time of the cement pastes increased slightly when using MSWI or CCR to replace part of the raw meal for making the binder paste due to the lower alite C3S (Ca3SiO5) content but higher C4A2S content compared to the control cement. The compressive strength of the CCR slurries was close to that of the control cement. The compressive strength of slurries made of MSWI cements was lower than that of control slurries and decreased with increasing MSWI proportion. A similar trend was observed when replacing cement with FA. In terms of setting time, compressive strength and sulfate resistance, the modified clinkers were similar to conventional cement.191 The CCR-FA binder can be used to bind and encapsulate heavy metals instead of PC. When compounds are added to the CCR--FA paste in the amount of 1, 5 and 10%, calcium zincate [CaZn2(OH)6•2H2O] is rapidly formed, which negatively affects the concrete strength. In this case, the strength of the material sharply decreased with increasing zinc content but remained high enough for possible practical use. Leaching of zinc from zinc-containing pastes was significantly below the permissible limit (500 mg L–1), which indicates a high degree of metal encapsulation.6 Thus, alternative binders can be used in both the construction and encapsulation of waste containing heavy metals.
4.2. Chemical industry
The adsorption of sulfur and nitrogen compounds from exhaust gas is an important task in modern industry. The current limestone sorbent has a significant drawback: a high decomposition temperature for the formation of CaO. Calcium carbide residue can be a good replacement for traditional industrial sorbents due to its high calcium content; however, CCR as a suspension after carbide hydrolysis requires preliminary preparation: calcination or the introduction of hardening additives. At the same time, the main component of CCR, namely, Ca(OH)2 decomposes at a much lower temperature than limestone (Fig. 10), and its calcined product has a smaller particle size (average size 52 μm) and a more porous structure, which improves sorption characteristics.192
![[{"id":"iJNknjEjrt","type":"paragraph","data":{"text":"CaO conversion rate of limestone and CCR during the sulfation process in the TGA. T=850°C, inlet gas: 21% O<sub>2</sub> + 3000 ppm SO<sub>2</sub>, N<sub>2</sub> as balance gas. Reproduced from Ref. 192 under the Creative Common BY 4.0 license."}}]](/storage/images/resized/POA1ufN0kSXpf1NULbnUCRejidZg2xUPys19iyML_xl.webp)
The desulfurization efficiency of carbide slag with the same Ca/S molar ratio was higher than that of limestone after modification. At the same time, CCR has a reduced tendency to cake, which provides effective control of SO2 emissions even at high combustion temperatures of more than 910 °C in circulating fluidized bed (CFB) boilers. The ability of CCR to decrease heavy metal content is shown in Table 2 and is based on increasing pH and neutralizing sulfuric acid [Eqns (8), (9)]:

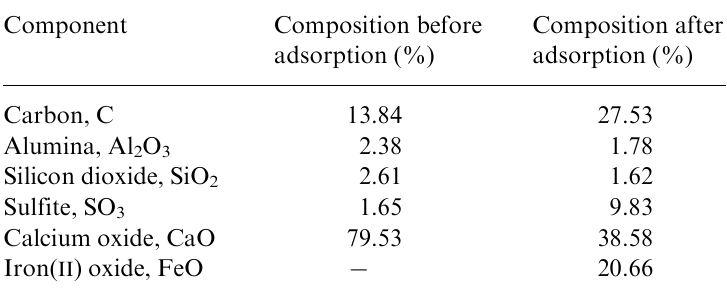
The efficiency of using CCR as a sorbent is expressed in a decrease in Fe2+ concentration by 99.73% at an initial concentration of 40 mg L–1 and by 98.84% for an initial concentration of 100 mg L–1 when using 5 g CCR per 100 ml of Fe2SO4 solution (concentration 40-100 mg L-1) and a contact time of 60 min. This increases the pH of solutions from 2.5 to 12.8.193 The successful use of CCR with the addition of calcium superphosphate (CSP) and mushroom dreg (MD) at different ratios for the immobilization of Pb, Cu, Zn and Cd in contaminated soils increased with an increase in the proportion of CCR in the mixture, while an increase in the proportion of CSP had the opposite effect. The maximum binding efficiency of Pb, Cu, Zn and Cd with values of 99.88, 96.11, 99.78 and 87.88% was achieved when using the three-component composition CS:CSP:MD equal to 4:1:6.194
CCR and carbide lime (CL), used to neutralize acid mine drainage (AMD), and stabilizing additive BCP, consisting of oxygen furnace slag (BOFS), CCR and phosphogypsum, in addition to stabilizing and neutralizing properties, have the ability to immobilize heavy metals (Al, As, Cu, Fe, Mn, Ni, Zn) from contaminated soils and mines. With the introduction of Ca-stabilizing additives, the soil pH increases, which contributes to the leaching of heavy metals. For example, the addition of 5-15% CCR increases the pH of copper-contaminated soil to 10.5.195 High concentrations of Cu2+ in contaminated soil modified with carbide sludge react with OH– to form complexes such as [Cu(OH)4]2– and reduce the total alkalinity of the soil. In addition, the reaction of hydroxyl (–OH) and hydration groups (–OH2) with Cu2+ with the release of H+ is possible, which also contributes to soil acidification. Leached heavy metals (Ni, Zn) are encapsulated by the formed cementitious materials CSH, AFt and portlandite by ion exchange with the formation of double salts Ni(OH)2, Ni–Fe hydroxide, CaZn2(OH)6•2H2O, and Zn5(OH)8Cl2•H2O. Bound heavy metals do not leach from the composite material and increase the strength of the material.196 The Imhoff cone sedimentation test confirmed that the slurry produced using carbide lime had a better settling capacity than commercial CaO for AMD removal.197
Calcium carbide residue was effective in acidity reduction, purification and disinfection of effluents and waste from the steel and polymer industry to provide efficiency of 41.1% COD (chemical oxygen demand), 41.3% BOD (biological oxygen demand), 22.9% TSS (total suspended solids), 47.4% AN (ammonia nitrogen) and 94.4% TN (total nitrogen).198 Thus, CCR can be introduced into production as an alternative technology agent for industrial waste treatment. A double reduction in the environmental impact will occur from both acetylene plants and plants where CCR will be applied.
Yet another technology to premodify CCRs for practical use is the introduction of curing additives. In particular, CCR–BC and CCR–CC from CCR and pulp (biological carbon, BC)199 or coke (CC, inorganic carbon from coke)200 in the form of pellets demonstrated high efficiency in SO2/NO gas removal. The CaO generated from CCR pellets has a good ability to capture SO2 from flue gases and catalyse the NO reduction reaction. In this reaction, CaO acts as a heterogeneous catalyst. NO is adsorbed on the surface of CaO and reacts with CO, which forms during coke burning. The addition of a carbon source (BC or CC) by cake pyrolysis improves the pore structure of the CCR and improves the sorption characteristics. The optimum reaction temperature for SO2/NO removal is from 825 to 875 °C, where the SO2/NO removal efficiency reaches 100%. Compared to CCR–BC pellets and CCR–PC pellets, CCR–CC pellets showed the highest NO and SO2 removal efficiency and the longest NO conversion of more than 95%. The high concentration of oxygen in the reaction gas promotes the removal of SO2 by the CS pellets but has a negative effect on the removal of NO and promotes the rapid consumption of the carbon-containing additive. The oxygen concentration in the reaction gas recommended by the authors is 1%. An increase in the proportion of cake in CCR–BC leads to an increase in the porosity of the filter material and the duration of the complete reduction of NO. At the same time, the resistance of the material to abrasion decreases. The maximum permissible mass ratio of pulp to CCR in pellets is 10:100. CCR–CC pellets doped with Al2O3 display the highest abrasion resistance; however, they show slightly lower simultaneous SO2/NO removal. Considering simultaneous NO/SO2 removal and mechanical strength, CCR–CC-Al5 and CCR–CC–Ce10 pellets are the best choice.
Obtaining fuel from organic waste is a promising trend in the development of the energy sector, which reduces the need for the extraction of fossils. The conversion of biomass into combustible materials may have a catalytic nature. The main products of enzymatic hydrolysis of plant biomass are reduced sugar (RS) and volatile fatty acids (VFAs).201 CCR pretreatment of the plant materials Panicum virgatum, Triarrhena lutarioriparia, Medicago sativa and turfgrass pruning promotes its hydrolysis and significantly reduces the production of RS (down to 419.25 mg g–1) during anaerobic fermentation with microorganisms such as Firmicutes and the genus Clostridium of plant materials. At the same time, the production of valuable VFAs increased to 8803.87 mg L–1, and the volatile solids content decreased by 56.76%. For the production of biofuels from plant matter, only VFAs are needed. For the transesterification reaction of soybean oil triglycerides, CCR was used both as is and after activation at 600 °C.202 The catalytic activity of untreated CCR in the methanolysis of triglycerides was low, while the calcined CCR increased the yields of fatty acid methyl esters (FAME) up to 96.5% at 65 °C and an oil:methanol molar ratio of 1:12 and 1% catalyst for 3 h (Fig. 11).
![[{"id":"tE1UD9Gnyk","type":"paragraph","data":{"text":"The main concept of CCR catalyst for biodiesel production. Reproduced from Ref. 202 with permission from Wiley."}}]](/storage/images/resized/Y37LyygXAos7HNL8dRi9kWnPlRKZUl4j3K2NBzzN_xl.webp)
For the preparation of biodiesel, waste animal lard can be used after preliminary cleaning and drying. A heterogeneous catalyst obtained from CCR: CaO–Al2O3–SiO2–CaSO4 (ASAC) was prepared by calcining CCR at 500, 700, and 900 °C and subsequent treatment with H2SO4 in a mass ratio of 4:1. The synthesis of biodiesel fuel was based on the esterification and transesterification of triglycerides, which occurred simultaneously (Fig. 12).203
![[{"id":"YkjlBnTc1j","type":"paragraph","data":{"text":"The mechanism of biodiesel formation from animal fat. The ASAC catalyst is indicated according to Lewis acid and base theory for acid and basic sites, respectively. Reproduced from Ref. 203 with permission from Elsevier."}}]](/storage/images/resized/E3iqHiAqNmxliM2lTymQ1bFW37VCK1IWqPLiHyGi_xl.webp)
The reaction starts with the adsorption of the reactants on the catalyst (step I). Next, a methanol molecule is deprotonated with the formation of a methoxide ion (step II), which is added to the carbonyl carbon atom of the triglyceride, followed by splitting into a diglyceride ion and a FAME molecule. At the main centre, the diglyceride ion is protonated into a diglyceride molecule, which subsequently undergoes methoxylation. The cycle is repeated until the diglyceride is completely converted to glycerol to form the FAME molecule in each cycle (step III). The reaction ends with the formation of a glycerol molecule and three FAME catalyst molecules (step IV). The synthesis of biodiesel by the esterification reaction of free fatty acids (FFAs) starts with their adsorption on the catalyst through the binding of the carbonyl group of the FFA to the acid site (step VI). The resulting carbocation (step VII) undergoes an addition reaction with a methanol molecule (step VIII). Subsequent 1,2-hydride shift and dehydration lead to the formation of the FAME molecule (steps IX, X). Both reactions - esterification and transesterification - are completed by the recovery of the catalyst (step V). The possibility of reusing ASAC calcined at temperatures of 500, 700 and 900 °C for transesterification of landfill fat is demonstrated in Fig. 13.
![[{"id":"1zlGUIHhdd","type":"paragraph","data":{"text":"Reusability of the ASACs. Reproduced from Ref. 203 with permission from Elsevier."}}]](/storage/images/resized/KibXbGr20dT44PniJ37BgsI7mE5Szloj8gpMXYrv_xl.webp)
The activity of the catalysts decreases from 94.8 to 72.8% (ASAC500), from 89.2 to 65.2% (ASAC700), and from 98.9 to 77.7% (ASAC900) after nine cycles with a decrease in biodiesel yields of 23.2, 26.9 and 21.4%, respectively. Large losses of ASAC activity at cycle 9 can be associated with deactivation and reduction of the active ingredient in the catalysts. A high loss of ASAC700 activity and a decrease in biodiesel yield to 77-78% occur at the 7th cycle, while ASAC500 and ASAC900 show a greater catalytic activity and fuel yield at 92-97%. The loss of activity can be associated with the deposition of waste fat on the catalyst surface with possible blocking of the reaction centres. The loss of biodiesel yield at the 6th (ASAC700) and 7th (ASAC500 and ASAC900) cycles was associated with a partial reduction in fuel consumption, activation and structural changes of the catalyst as a result of the presence of water in the reaction mixture. Catalyst regeneration - washing, cleaning and recovering for reuse also reduces catalytic activity. After washing with methanol, methyl sulfonate is formed from sulfonic acid groups bound to the catalyst. Therefore, ASACs are good solid catalysts with high stability and reusability. Using 5% ASAC and a MeOH:lard reactant ratio of 12:1 for 2 h at a reaction temperature of 60 °C, the values were 94.8 (ASAC500), 89.2 (ASAC700) and 98.9% (ASAC900).203
4.3. CO2 Capture
The accumulation of CO2 as a greenhouse gas in the atmosphere increases the average temperature on Earth. Large amounts of CO2 emissions from industrial factories cause significant harm to the environment. Mineral carbonation is a good opportunity to capture and store carbon dioxide, reducing emissions into the atmosphere. For this purpose, Ca- and Mg-containing compounds are usually used and require elevated temperatures. Another method of carbonization is conversion of Ca- and Mg-containing minerals into a soluble form under acidic or alkaline conditions, followed by bubbling of CO2 into a solution. The bubbling approach stabilizes the pore structure of the adsorbents, improves the sintering resistance of adsorbents and increases the adsorption capacity of CO2.204 Industrial waste, biomass and bioderived materials205,206 can be used as alternative sources of Ca- and Mg-raw materials to replace natural minerals. The use of Ca-containing sludge has advantages over natural minerals: a smaller particle size promotes greater absorption of polluting gases. Among industrial wastes, desulfurized gypsum (DG), which is formed as sludge waste during the operation of power plants,207 and CCR,208 which have a high CaO content, have a high CO2 binding potential. The use of a CCR-based synthetic adsorbent at 40 and 5 °C provides excellent adsorption capacity for CO2: 619.8 and 542.6 mg g–1 in the 1st and 15th cycles, respectively, which exceeds the same characteristics of the original CCR by 6.6 and 33.9%. These results are achieved due to a stable porous structure 2-5 nm in size with a preliminarily prepared sorbent capable of absorbing CO2.204 The chemical composition of DG is mainly represented by CaO (32.50%), SO3 (46.51%) and H2O (19.70%).207 Carbonation using desulfurized gypsum under alkaline conditions (NaOH or NH4OH) at solid/liquid (S/L, g mL-1) ratios of 1:13, 1:9 and 1:7 with CO2 bubbling in an ambient temperature environment occurred according to Eqns (10), (11):
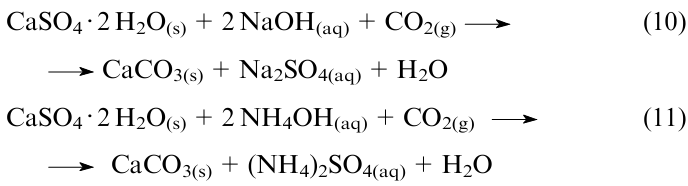
The polymorphic properties of precipitated calcium carbonate (PCC) are influenced by the alkali used in the reaction (NaOH or NH4OH). Using NaOH, cubic or acicular crystals of calcite were formed, and the yield did not depend on the S/L ratio.207 Using NH4OH instead of NaOH led to vaterite formation, a polymorph of PCC, that requires an S/L ratio of 1:9 or lower. The reaction proceeded more slowly, and less pure PCC was formed.
The addition of sodium oleate to the CCR solution leads to changes in the physicochemical characteristics of the PCC formed during the absorption of CO2 from flue gases in a CO2/N2 mixture. The ratio of carbonation of the CCR solution with the addition of sodium oleate was higher than that in the absence of sodium oleate. In suspension, Ca2+ ions react with Na-oleate to form calcium oleate (C17H33COO)2Ca, which is deposited on the surface of CaCO3 calcite particles (particle size 11.55-38.11 nm) during carbonization. As a result, the contact angle of CaCO3 was changed, which directly depended on the amount of sodium oleate introduced. Bubbling CO2 through a saturated CCR solution in the presence of an equimolar system of 1,2-ethylenediamine (EDA)+1,2-ethylene glycol (EG) led to precipitation in the pure form of vaterite microspheres, one of the polymeric forms of CaCO3. The remaining solution after removing the sediment can be reused to capture new portions of CO2. This method can be considered one of the most convenient ways to store CO2.209
The use of sodium humate (HA–Na) as an auxiliary additive for the binding of Ca(OH)2 from the CCR solution when bubbling CO2 increases the efficiency of the deposition of bound carbon (PCC). The increase in binding efficiency is due to the nature of the additive. HA–Na is a salt of a weak acid and a strong base and undergoes hydrolysis in solutions, followed by increasing the pH. The carbonization includes a series of steps (12)-(20):210

The authors suggest that the key steps are the absorption and dissolution of CO2 to form carbon dioxide and the dissociation of Ca(OH)2 over time. The additive is a salt and can react to form a precipitate of humic acid, thereby shifting the equilibrium in the system to the right. Consequently, the CCR solution is able to absorb more CO2 and precipitate more CaCO3, which is characterized as calcite. The authors have shown that the addition of 10% HA - Na to the CCR suspension increases the conversion of Ca-substrate to 99%.210 The influence of temperature is one of the determining factors for PCC deposition. CCR can be used for binding CO2 at low temperatures, including room temperature. The authors argue that the Ca contained in CCR can be completely converted to PCC by the method of a three-phase fluidized system at room temperature and ambient pressure at a ratio of ultrapurified water reactants to CCR of 1:6 and pH=8. The gas bubbled into the system consisted of 20 vol.% CO2 and 80 vol.% N2.211
Based on the CCR composition, the maximum amount of CO2 absorption was calculated, which can be achieved under the created conditions to achieve 100% PCC deposition (Fig. 14). Low temperatures are best suited for the precipitation reaction, which also affects the formation of the CaCO3 polymorph. Pure calcite crystals are formed at room temperature at atmospheric pressure (Fig. 15).211
![[{"id":"I1CNU4OW52","type":"paragraph","data":{"text":"Material balance of CCR capture CO<sub>2</sub> by the gas-liquid-solid three-phase system. Reproduced from Ref. 211 with permission from Elsevier."}}]](/storage/images/resized/00LbwXswUuKioLQJ5ssxrbfB5J3uojJqKoUKWphD_xl.webp)
![[{"id":"YSLsO1wYMH","type":"paragraph","data":{"text":"SEM images of the product of CO<sub>2</sub> capture of carbide slag (<i>a, b</i>). Reproduced from Ref. 211 with permission from Elsevier."}}]](/storage/images/resized/nj6WhoOUGEdeKx9bGRFSLsIIdTCBT5WgcOeb13Zj_xl.webp)
Waste blast furnace slag (BFS), which is generated in large quantities in ferrous metallurgy, can be considered a promising raw material for capturing CO2 in high-temperature calcium cycles. Ca-containing compounds are extracted from BFS by acid activation, while the acid used affects the degree of CaO leaching and therefore affects the degree of CO2 adsorption. Thus, the use of nitric acid for the preparation of BFS-based CaO-based CO2 sorbents provides a better reactivity of the prepared material relative to CO2 and a higher carbonization rate than the use of acetic acid. However, nitric acid, along with calcium compounds, extracts MgO from BFS, which favourably affects the carbonation reaction and does not involve SiO2, which suppresses the process of CO2 sorption. Thus, the most suitable extractant for preparing a solution for carbonation is nitric acid. The capacity of the sorbent prepared from BFS is 0.37 g CO2/g with an average deactivation rate of 2.3%, which is typical of promising sorbents.212
Industrial waste can be considered a potential source of Ca- and Na-raw materials to create SO2 sorbents for cleaning flue gases during coal combustion. White lime mud (WLM), formed during the causticization of cellulose, mainly consists of CaCO3 with impurities of Na2O, K2O and SiO2. Compared to limestone, WLM has smaller CaCO3 particles and a larger surface area, but in the calcined state, the CaO particles from WLM have larger size and a smaller surface area than limestone calcined at 1200 °C for 300 s.213 Calcium carbide residue and its SiO2, Al2O3, and Fe2O3 impurities have the largest surface area and a smaller Ca(OH)2 particle size than the CaCO3 particles in WLM. When calcined for 300 s at 1200 °C, CaO size are smaller than those of limestone. NaOH sludge produced by electrolysis of a saturated NaCl solution (BS) mainly consists of NaCl and CaCO3 with SiO2 and NaAlSi3O8 impurities. After calcination at 1200 °C for 300 s, many large particles are formed. Excellent results in SO2 removal from flue gases were provided by WLM with an efficiency of 80.4% at 1000 °C and 65.0% at 1100 °C of coal combustion. The combination of CCR and limestone produces a synergistic effect: the desulfurization efficiency is 45.8% at 1200 °C. The desulfurization efficiency of the combined CCR sorbent and limestone reaches 54.9% at 1200 °C. This industrial waste can be reused as a sorbent and promoter to reduce SO2 emissions in many industrial furnaces where temperatures are below 1200 °C. For example, they can be pumped into an overhead furnace in pulverized coal-fired boilers (PCFBs), mixed with coal briquettes in an industrial grate furnace (IGF) and simply mixed with lump coal in fluidized-bed combustors (FBCs). It is promising for industrial applications to recycle valuable waste and prepare cost-effective sorbents to control pollutants from coal combustion.
Instead of solutions and suspensions, solid sorbents in the form of granules or pellets may be used. To obtain a solid form of CCR, it is necessary to use fillers, which can simultaneously be modifiers, to improve the sorption capacity of CCR. Using solid waste carbide slag as a precursor of calcium, and silicon nitride (Si3N4) as a precursor of calcium and an inert alloying additive, a stable porous structure was synthesized by a simple dry mixing method for cyclic adsorption of CO2 at high temperatures. The inclusion of Si3N4 prevents sintering, which is useful for improving resistance to cyclic CO2 adsorption. Compared to other adsorbents, CCS–Si3N4-5-4-850 showed a conversion of more than 70% after 10 cycles and 57.09% after 20 cycles. According to the kinetic analysis, the activation energies of the chemisorption and diffusion processes are 68.17 and 102.34 kJ mol-1, respectively.214
The calcium looping or calcium cycle (CaL) is a second-generation CO2 capture technology in which a metal reversibly reacts between its carbonate and oxide forms to separate and capture CO2 from other flue gases emitted by factories (Fig. 16).215 CaO-based calcium loop materials are of great interest for their use in thermochemical CO2 capture and energy storage and CO2-related energy conversion processes. Calcium looping is a two-step process: calcination at high temperatures and carbonization to form CaCO3 [Eqns (21), (22)]. Limestone is usually used for this purpose:

![[{"id":"dpeVCRBz9J","type":"paragraph","data":{"text":" CaL process for the postcombustion CO<sub>2</sub> capture. Reproduced from Ref. 215 with permission from the American Chemical Society."}}]](/storage/images/resized/R0gn4iSHNjODM2ZzjXw61wiXMsW8AF8g6eOn9h3b_xl.webp)
CaO sorbents have many advantages: wide availability, relatively low cost and high theoretical performance. The adsorption value of CaO is ≈0.786 g CO2 g-1; however, the capture efficiency of such a catalyst rapidly decreases during cyclic operation, which is the main challenge to the applicability of CaL technology in industry. Modification of the structure of Ca substrates may improve the abilities of sorbents: alloying/doping, pretreatment, and changing the temperature characteristics of the process. Therefore, the study of the influence of various factors on the CaL process is especially important to run the reactions as close as possible to real reactions. Fluidized bed reactors are an excellent opportunity for this purpose (Fig. 17).216
![[{"id":"cqhZn1LAvX","type":"paragraph","data":{"text":"Dual fixed-bed reactor system. Reproduced from Ref. 216 with permission from Elsevier."}}]](/storage/images/resized/3RB34Hp3mxjB29puDJJbxm0PV5pY1k5KRFsEaFza_xl.webp)
Limestone from Shandong Province (China) and CCR in a fluidized bed reactor (BFBR) were tested and compared. At high temperatures, the Ca-raw material decomposes to form active CaO. A higher calcination temperature (850-950 °C) reduces the average particle diameter of the carbide slag and improves its wear rate. A higher fluidization value n improves the CO2 absorption capacity of the carbide slag, but the reinforcing effect of n decreases with an increasing number of cycles. A carbide slag with a smaller particle size showed a higher CO2 absorption capacity.217 The three-dimensional diffusion module of the spherical symmetry of CaL carbide slag for CO2 capture is shown in Fig. 18.218
![[{"id":"Mn0zecNXuZ","type":"paragraph","data":{"text":"3D spherical symmetry diffusion module of carbide slag Ca-looping for CO<sub>2</sub> capture. Reproduced from Ref. 218 with permission from Elsevier."}}]](/storage/images/resized/PVQUJCFWnf1JVKvbHxxOPJgWe7KdGySUkVmY29JK_xl.webp)
With an increase in the fluidization value from 7 to 15, the average particle diameter of the carbide slag decreases by 4%, and the abrasion rate increases 1.7 times after 10 cycles. Smaller particles show higher abrasion resistance during cycles. The decomposition of the larger limestone particles during the cycles is more severe than the grinding of the carbide slag. The larger particles of the original carbide slag exhibit lower sintering resistance during cycling. The CO2 absorption capacity of carbide slag is almost identical to that of limestone with short carbonization times (5 min) during cycling. The CO2 absorption capacity of carbide slag is higher than that of limestone during cycling. The abrasion rate of the carbide slag decreases rapidly with increasing number of cycles, while the abrasion rate of limestone decreases slowly. The degree of abrasion of limestone after 20 and 50 cycles is 1.8 and 3.4 times higher than that of carbide slag, respectively.217
In CaL, the calcination step is carried out in an O2/CO2 atmosphere generated by the looping step, i.e., decomposition of CaCO3. The concentrated CO2 obtained by calcining limestone under oxygen combustion has a high degree of purity and can be collected and used for its intended purpose.216 The authors proposed carrying out calcination in an atmosphere of water vapour O2/H2O. The performance of CO2 capture by carbide slag in a fixed double bed reactor under conditions of highly concentrated steam roasting during the calcium cycle was reduced. Carbide slag calcined in a steam atmosphere with a high concentration (95%) can be completely and quickly decomposed at 800 °C, which is 150 °C lower than the calcination temperature at a high CO2 concentration (100%). Conversion of the carbonation of carbide slag calcined at high concentrations of steam after 1 and 10 cycles is approximately 42 and 36% higher than those calcined at high CO2 concentrations, respectively, due to calcination of CCR at a high vapour concentration, relatively smaller CaO grains with a more porous structure, which is beneficial for capturing CO2 by the carbide slag. The specific calciner energy required for CO2 capture at high steam concentrations is lower than that under high CO2 conditions due to the low calcination temperature and the high CO2 capture capacity of the carbide slag. Calcining with a high steam concentration instead of calcining with a high CO2 concentration increases the CO2 capture efficiency from 0.68 to 0.88, and the ratio of the recycled CS flow rate to the CO2 flow rate is 2. This manipulation reduces the energy consumption in the calciner for CO2 capture per mole under steam firing conditions by a quarter than when ignited in a high CO2 concentration. Thus, the combustion of CO2 in a highly concentrated steam roasting environment has advantages over a high CO2 concentration calcination atmosphere due to the high CO2 capture capacity of CCR and the relatively low specific energy consumption in the CO2 capture calciner. Therefore, O2/H2O combustion can be considered a reasonable option to replace O2/CO2 as an energy source for calcination in calcium cycling CCR.216
The used sorbent (also known as waste calcium), formed during the formation of CaL and used many times in the processes of calcination/carbonation, is usually removed from the calciner. The CaO contained in the waste material is able to absorb water vapour from the air to form Ca(OH)2 and under ambient conditions absorb CO2 from the air, i.e., self-reactivate (self-heal). The structure of the used sorbent after 20 complete cycles becomes more porous due to higher porosity, and the surface area increases by 56.3% after self-reactivation, which facilitates the diffusion of CO2 in the sorbent and promotes its greater absorption. Thus, the sorbent used, due to its self-healing properties, can be involved in new cycles of calcium loop formation. Additionally, the microstructure of the secondary sorbent can be artificially improved.219
With multiple uses of the sorbent, its technical and sorption properties are decreased. The loss of capacity of the carbide slag during CO2 capture limits the formation of industrial waste in the construction of calcium loops. One of the ways to improve the technical properties of sorbents is the introduction of modifying additives to Ca-materials. Hollow nanostructured CaO (HN–CaO) was prepared by hydrothermal template synthesis using calcined limestone as a low-cost precursor of calcium, glucose and urea. The resulting HN–CaO sorbent had a high heat capacity and the ability to capture CO2. The sorption capacity of such a material is 0.45 g g-1, and the heat capacity during THS cycles can reach 0.85 mol mol–1, which is 1.7 and 1.3 times higher than the corresponding characteristics for calcined limestone. Such high rates are explained by the hollow structure of the HN–CaO-sorbent and the large surface area, which allows CO2 to diffuse in the volume of the sorbent.220 The introduction of magnesium compounds had a good effect on the technical characteristics of calcium sorbents. As a modifying additive to calcium raw materials, the authors used the cheap natural mineral dolomite, consisting mainly of MgCO3,221 and sepiolite, a complex magnesium silicate with the formula Mg4(Si6O15)(OH)2•6H2O.222 The introduction of Mg additives in the form of MgO into the Ca sorbent improves the structure, preventing sintering of the material and making it looser and more porous than unmodified CaO. The pore sizes of the Ca–Mg sorbent are in the range of 10-100 nm.221,222 The CeO2 additive has a similar effect on the Ca sorbent.223 When carbide sludge is alloyed with sepiolite at 95 °C in a vapour atmosphere, calcium hydroxide interacts with a complex silicate, and Ca2SiO4 is formed as an additional product, which was not observed at high temperatures.222 The high porosity of the sorbent and the large surface area enhance the sorption properties of the synthetic sorbent, surpassing hydrated and nonhydrated CaO. Thus, the sorption capacity of the CaO–MgO composite is 0.52 g CO2 g–1 after 20 complete cycles (carbonation using 15% CO2/85% N2 at 700 °C for 20 min; calcining in 100% N2 at 850 °C for 10 min).221 The sorption capacity of the CaO-sepiolite composition after 10 cycles is 39% and 56% higher than that of hydrated CaO and initial CaO, respectively. The CaO-sepiolite composite with 8% sepiolite exhibits the highest CO2 capture ability. The sorption capacity of such a composition reaches 0.37 g CO2 g–1 after 10 complete cycles, which is 39% and 56% higher than that of hydrated and initial CaO, respectively. Sepiolite, as an effective and inexpensive additive, improves CO2 capture and CaO performance in a calcium loop and is promising for industrial applications.222
A synthetic CaO–MgO sorbent doped with MnO2, obtained from carbide slag, dolomite and impurities of Mn(NO3)2 at the looping stage in a fixed bed reactor, has shown high efficiency in capturing CO2.224 Maximum sorption capacity of 0.52 g g–1 CO2 after 10 cycles under hard annealing conditions (100% CO2, 950 °C) and wet carbonization (15% CO2/20% steam N2) were noted for a composition with a mass ratio of CaO:MgO:MnO2=89:10:1. The sorption capacity of such a composite is 1.7 times higher than that for untreated carbide slag. Such a high value of CO2 adsorption is explained by the synergistic effect of the MnO2–MnO2 pair, which has a beneficial effect on the stage of slow carbonation, increasing the electron transfer between CaO and CO2. MnO2 acts as an electron transfer promoter. The new Mn–Mg-carbide slag may potentially be used as a sorbent for CaL technology.
To overcome a sharp decrease in the activity of CO2 sorbents during the process of calcining loops in reactors, the introduction of aluminium additives into the sorbent was considered. The introduction of Al-containing additives (Al2O3) into the synthetic Ca-sorbent improves the microstructure of the composite, making it more porous, and prevents sintering. The superiority of the synthetic sorbent in its ability to capture CO2 over the unmodified material is mainly reflected in the diffusion-controlled stage. The total pore volume of the synthetic sorbent in the range of 10-100 nm is 2.4 times higher than that of the calcined carbide slag, which in turn leads to better capture of CO2 and the rate of the carbonization reaction.225 The same effect was observed for Mg-doped synthetic sorbents. At the carbonation stage, Ca(OH)2 reacts with the additive to form Ca12Al14O33 (23), which hinders the diffusion of CO2 and reduces the capacity of the composite:226

It is necessary to maintain a low Ca12Al14O33 content in synthetic sorbents to ensure a high CO2 capture capacity and sintering resistance of synthetic sorbents. However, the introduction of a large amount of Al-containing additives (up to 10-25%) should be avoided, since this reduces the mass fraction of CaO in the composition responsible for the absorption of CO2, and the fraction of the formed calcium aluminate increases.226 The synthetic sorbent CaO–Ca12Al14O33 with a mass ratio of CaO:Ca12Al14O33=9:1 was prepared from carbide slag and Al(NO3)3•9H2O by the hydrothermal template method and can be considered a promising substrate for CO2 capture in reactors with a double fixed bed in the presence of water vapour.225, 226
The sorption capacity of the synthetic sorbent in relation to CO2 and H2O was calculated using density functional theory (DFT).225 The results indicate strong interactions between the C atom in CO2 and the O atom in CaO and the interactions between the H atom in H2O and the O atom in CaO. The higher adsorption energy of CO2 than H2O on pure CaO and CaO applied to Ca12Al14O33 suggests that CO2 and H2O adsorption is competitive and CO2 adsorption is stronger than H2O adsorption. The adsorption of H2O leads to the activation of neighboring O atoms of CaO and, therefore, a stronger adsorption of CO2 on the O atom with adsorbed H2O. Electrons in the oxygen atom p-orbital near the Fermi level play an important role in the adsorption of CO2 on CaO. The presence of Ca12Al14O33 additionally stabilizes the reactivity of the sorbent. Aluminium atoms are located on the surface of Ca12Al14O33 and strongly interact with the CaO cluster, which prevents the latter from moving and effectively slows down the agglomeration of synthetic sorbents.227
Synthetic sorbents prepared from carbide slag washed with acetic acid and aluminium nitrate as soluble precursors have a higher initial ability to capture CO2 than those prepared using aluminate cement as a doping additive.228 The calculated rate constant of the reactiont of the synthetic sorbent after 10 cycles is 26.3 and 58.9%, respectively, higher than that of carbide slag.225 The experimentally obtained values of the sorption of the CaO-Ca12Al14O33 composite and carbide slag after 20 CO2 cycles in a vapour atmosphere are 0.37 and 0.27 g g–1, which are 1.2 and 1.6 times higher than that of the initial CaO.225 The capacities of the synthetic sorbent after 30 cycles decrease by 37.7 and 53.9% under mild and severe calcination conditions, respectively, while the capacity of the carbide slag decreases by 62.6 and 74.7%, respectively. Mg- and Al-doped CaO sorbents are capable of not only absorbing CO2 but also capturing SO2 from flue gases at 800-950 °C with the formation of the corresponding sulfates.229 As an inexpensive Al-containing additive, alumina cement can be used, which consists of 39.02% CaO and 45.76% Al2O3.227 The introduction of alumina cement into the composite provides an additional amount of CaO, an active sorption site. Thus, a synthetic sorbent made of carbide slag, alumina cement, and glucose (a carbon source) was obtained by the template method at a calcination temperature of 600 °C. The synthetic sorbent has the morphology of hollow microspheres with a nanostructured shell and a mesoporous structure, which reduces the diffusion resistance of CO2 (Fig. 19).
![[{"id":"-NYVVeVw3x","type":"paragraph","data":{"text":" Hollow core-shell model and solid sphere model. Reproduced from Ref. 227 with permission from Elsevier."}}]](/storage/images/resized/mGb6tvWWJjs0Pc7uG3Y9dHXt8lidsBnIbbNbULeu_xl.webp)
The typical mesoporous shell structure increases the total surface area of the synthetic sorbent and prevents the growth of unreacted CaO core. In addition, the effects of separation of the inert substrate, Ca12Al14O33, additionally stabilize the reactivity of the sorbent and promote greater CO2 consumption.227 The sorbent with 5% aluminate cement without added glucose demonstrates a sorption capacity of 0.62 g CO2 g–1 after 10 CaL cycles (700 °C and 60 min), which is 2.2 times higher than that of CS.230 A similar synthetic sorbent, prepared with the addition of 1 mol of glucose, has a CO2 capture capacity of 0.37 and 0.29 g g–1 after 20 cycles under mild and severe calcination conditions, respectively, which are 57 and 99% higher than that of carbide slag, respectively, under the same conditions.227
An interesting composition of Al-doped synthetic calcium CO2 sorbent obtained by template synthesis from limestone (CaO precursor), aluminium nitrate as a precursor of Al2O3, and absorbent cotton was developed.231 The structure of the obtained sorbent is a set of hollow microtubes with a diameter of 0.5-5 μm and a large surface area. The backbone of the hollow microtubular structure of the sorbent is supported by Ca12Al14O33. The addition of absorbent cotton improves the porosity and sintering resistance of the Ca-Al composite, providing good CO2 capture performance and high sorbent stability. The highest sorption capacity during CaL cycles is observed for a CaO–Al2O3 mass ratio of 90:10. Under harsh firing conditions (920 °C in 70% CO2/30% N2) after 30 complete cycles, the sorption capacity of the cotton-modified CaO–Al2O3 composition is 0.41 g g-1, which is approximately 1.30 and 8.24 times higher than that of the conventional unmodified Ca–Al composition and limestone under the same conditions, respectively. The use of the sorbent modified in this way is energy efficient since it requires a calciner energy of 106 kJ mol–1 CO2, which is more economically beneficial. The cost price of the Ca-Al sorbent modified by the new method is approximately 34% lower than that of a similar Ca–Al sorbent from limestone.
Waste from biodiesel production (by-product of biodiesel, BPB), formed during transesterification of vegetable oils with methanol and containing a large amount of glycerol (>90%), can be used as an alloying additive. BPB-modified CaO was studied during calcium cycles in a double fixed bed reactor and a thermogravimetric analyzer. The main composition of BPB–CaO was still CaO. BPB–CaO had a more porous and looser structure than unmodified CaO and its hydrated form (H–CaO). The pore sizes of BPB–CaO are in the range of 20-100 nm, which is beneficial for CO2 capture. In addition, BPB–CaO had a higher sintering resistance. BPB–CaO retained high sorption properties for a long period. With a BPB–CaO ratio of 25 ml g–1, the sorbent demonstrates a high CO2 capture ability at 800 °C and 60 min. After 20 calcination/carbonation cycles, the sorption capacity of the modified CaO is characterized by a value of 0.5 g CO2/g sorbent (carbonation at 700 °C for 20 min in 20% CO2/80% N2, calcination at 850 °C for 10 min in N2), which is higher than that of modified CaO with various organic solutions (e.g., acetic and citric acids). Even under these harsh calcination conditions, modified CaO exhibited a higher CO2 trapping ability than original CaO and hydrated CaO. The CO2 capture performance of CaO modified with BPB was investigated under the conditions for the formation of calcium loops. BPB–CaO not only provides better CO2 capture capability than O–CaO and HCaO but also shows a faster reaction rate.232 It was proposed to use the sorption properties of a composite of CCR, BPB and alumina cement as a mesoporous CO2 sorbent at high temperatures, similar to real industrial conditions. The prepared sorbent containing 90% CaO had a large number of pores in the range of 10100 nm. Small amounts of calcium aluminosilicates C12A7 (Ca12Al14O33) and C2AS (Ca2Al2SiO7) are evenly distributed between the CaO grains and create a synthetic sorbent framework. The combination of mesoporous structure and pore stabilization maintains the structure and a high level of CO2 adsorption of the composite for 10 cycles. Even after 30 complete CaL cycles under real conditions, the capacity of the synthetic sorbent with a value of approximately 0.27 g g–1 remains 1.7 times higher than that of carbide slag. Carrying out the carbonation step in the presence of 10% H2O increases the CO2 capture capacity of CCR–BPB by 34%.226
An interesting sorbent for creating calcium loops can be obtained by mixing waste from various industries - CCR from the production of acetylene and steelmaking slag (SS). With a CCR:SS mass ratio of 1:1, the mineralization time was reduced by 147 s, and the ratio of mineralization and efficiency increased by 19.0 and 23.1%, respectively, indicating a synergistic effect of these two wastes. For SS, carbonation is mainly due to the interaction of Ca(OH)2 with CO2. A similar reaction proceeded for CCR, but in this case, only 71.2% of Ca(OH)2 reacted with CO2, and approximately 28.8% of Ca(OH)2 remained unconverted. The reason for this may be the aggregation of mineralization products on the surface of the sorbent, which reduces the conversion of the reactants. For the mixed CCR–SS system, no unreacted Ca(OH)2 was found. It can be assumed that the introduction of SS prevented aggregation of inorganic components on the CCR surface, which contributes to a more complete course of the carbonation reaction.233
Waste polymeric materials (plastic, rubber) today constitute the bulk of all types of waste. Some of the plastic waste is recyclable, but the fraction of recycled plastic is very small. As a new trend for recycling waste from the polymer industry, they can be used as fillers or modifying additives for various sorbents. The effect of polymer waste additives on the capturing ability of the CO2 sorbent from CCR for high-temperature capture of CO2 prepared by the extrusion-spheronization method was investigated. Four types of common plastic and rubber waste were used as model materials: 1) plastic bottles made of polyethylene terephthalate, 2) a disposable plastic cup made of polypropylene, 3) a plastic drain pipe made of polyvinyl chloride, and 4) tyres consisting of rubber, sulfur and carbon black. Chlorine-containing polymer additives (type 3) reduce the efficiency of CO2 capture by the modified CCR (only 0.123 g CO2 g–1 sorbent after 25 cycles), which is associated with the deactivation of carbide slag pellets as a result of the interaction of CaO with chlorine. Other chlorine-free plastic and rubber wastes contribute to the higher porosity of the CCR sorbent material, which has a positive effect on the CO2 capture capacity. Thus, the addition of 5% plastic bottle waste to CCR increases the CO2 capture up to 0.277 g CO2 g–1 sorbent after 25 cycles compared to 0.218 g CO2 g–1 sorbent for an unmodified sorbent.234
Studies on the abrasion resistance of a biomass-modified sorbent based on CaO under conditions of a calcium loop in an apparatus oriented to shock loading are an open issue. It is reported that the addition of biomass to the Ca binder increases its ability to adsorb CO2, but at the same time, its resistance to mechanical stress is severely affected, which can be partially compensated by the introduction of certain amounts of cement. The authors agree with this, but ran the experiments with similar materials under the conditions of high-temperature CaL cycles with preliminary grinding of the prepared sorbent. The modified sorbent was preliminarily prepared by the extrusion-spheronization method. The addition of biomass (microcrystalline cellulose, rice husk) truly contributed to the improvement of CO2 sorption by carbide slag granules.235,236 However, increasing the additive content to 10-20% had the opposite effect due to the sintering of the sorbent material caused by potassium compounds in the biomass. This problem is partially solved by preliminary washing of the biomaterial to leach out potassium compounds. The sorption capacity of the material with pretreated biomaterials is 1.46 times higher than the sorption capacity of the material with untreated plant raw materials.235 On the other hand, the use of plant biomass as a dopant for Ca sorbents had a detrimental effect on the resistance of granules to fragmentation. Smaller particles had some resistance to mechanical stress. Exposure to high temperatures, especially after several cycles of calcination/carbonation, led to less promising results. The morphology of the formed particles showed the presence of cracks caused by chemical stress during annealing, and repeated cycles deteriorated the mechanical resistance, while the compact structure with lower porosity was more stable under higher impact loads.235,236
4.4. Construction materials
Portland cement is a commonly used binder in construction for the preparation of mortars and concrete and as a hardening and stabilizing additive in the manufacture of clay bricks. However, cement has a number of serious disadvantages. PC production is energy-consuming and environmentally unfriendly due to high greenhouse gas emissions. Therefore, it is important to find alternative binders to reduce the consumption of PC. Inorganic and organic waste products are a good opportunity to create new binders by complete or partial replacement of cement. Carbide slag, fly ash, crop waste, etc., represent a promising alternative replacement for PC due to improvements in the compressive strength, bending strength, heat resistance, and frost resistance of clay materials used in civil engineering.156,237,238 Thus, non-calcined bricks prepared from a mixture of CCR and sand showed low compressive strength with values of 1.3-1.4 MPa and high water absorption of 20.8-21.3%. The addition to the mixture of OPC and FA fly ash in the ratio of 40-80% CCR, 10-50% FA, 0-30% sand and 0-10% OPC resulted in an increase in compressive strength up to 3.0-7.5% MPa and a decrease in water absorption to 12.3-17.5%.239
The properties of clay bricks made from termite mound clay soil (TMC) and stabilized with CCR, OPC and Aquaseal 300 (CA) chemical additives in various ratios were developed.240 The high TMC blend B (70% TMC, 30% OPC, 0.1% CA) and blend C (70% TMC, 20% OPC, 10% CCR, 0.1% CA) had high water absorption at the initial stage 2 and 24 h after the rate of moisture absorption increased as the amount of cement in the mixture decreased; blend B (70% TMC, 30% OPC, 0.1% CA) had 21% and 25% less WA (water absorption) than blend C (70% TMC, 20% OPC, 10% CCR, 0.1% CA) after 2 and 24 h, respectively. Blend C's WA was 21% and 22% lower than Blend D (70% TMC, 10% OPC, 20% CCR, 0.1% CA) for the same duration, and Blend D had 19% and 4% less WA than Blend E (70% TMC, 30% CCR, 0.1% CA). As the CCR content increased (0-30%) and the OPC content in the bricks decreased, a progressive decrease in compressive strength was observed from 4.33 to 2 MPa. The highest compressive strength was exhibited by an unfired sample containing 30% OPC and 0% due to the inability of the pozzolanic clay minerals to react with excess Ca(OH)2 at ambient temperatures.
Elevated temperatures during firing trigger the pozzolanic reaction of the components of the mixtures with the formation of CSH and calcium aluminosilicates (CASH), which are responsible for the strength characteristics of the material. As in the case of unfired clay bricks, the compressive strength increased as the CCR content of the composition decreased. The formation of silicates occurred on the surface of the samples as a glassy film (Fig. 20). For mixture C, the surface was less dense and homogeneous. compared to mixture B. Micropores and cracks appear on the surface, reducing the strength characteristics of mixture C. The highest compressive strength in the wet and fired states was demonstrated by mixture B with values of 4.33 and 17 MPa, respectively.240
![[{"id":"Uux5XfEC_T","type":"paragraph","data":{"text":"SEM images of silicate formation on the surfaces of bricks. Reproduced from Ref. 240 with permission from Elsevier."}}]](/storage/images/resized/nuA3yeWMMPWAHlzoSG5j2RqSfxGEKHJ778CQmB3A_xl.webp)
Bricks prepared with CCR additive decomposed under open flame conditions. At a combustion temperature of 250 °C, microcracks appear in samples with 0-10% CCR, and a test sample with 10% CCR was exposed to cracking under the action of an open fire. Samples containing 5% CCR241 are stable at 400 °C. However, CCR-modified clay bricks can be used for structures that do not require stress or high temperatures. Note that the production cost of CCR-FA brick blocks is 40% lower than that of OPC masonry blocks.156 In addition to cost-effectiveness, the results of the study will divert significant amounts of CCR from landfills and significantly reduce carbon emissions by reducing OPC production.
Acid activation of geopolymer mixtures based on carbide sludge improves the properties of composite materials. When H3PO4 reacts with Ca(OH)2, Ca3(PO4)2 is formed, which increases the porosity of the binder and promotes an even distribution of pores in the desired material. The addition of 3-4% H3PO4 reduces the apparent activation energy of sintering reactions and accelerates the sintering of CaO particles in the mixture, providing the maximum thermal strength at temperatures above 1000 °C. Changes in the thermal strength of composites of CCR and coal dust in the absence of H3PO4 and with the addition of H3PO4 reached a maximum at 1000-1100 °C.242,243 The thermal strength of the pellets was significantly increased after the addition of H3PO4; however, both materials underwent a sudden and significant decrease in thermal strength at 800 °C regardless of the addition of H3PO4. The results of TGA analysis of CaO-containing carbon pellets (CCCP) from CCR and coal dust are shown in Fig. 21.
![[{"id":"KFWhkAv8rb","type":"paragraph","data":{"text":" Thermogravimetric analysis of CaO-containing carbon pellets obtained at different calcination temperatures under a high purity Ar atmosphere. Reproduced from Ref. 243 with permission from Elsevier."}}]](/storage/images/resized/Ty34w0Xba7MWnid32kRi9vqCzTJgxomtME7XCSue_xl.webp)
Calcium hydroxide completely decomposes into CaO and H2O at temperature above 600 °C, while CaCO3 thermally dissociates into CaO and CO2 at 600-800 °C. The TGA results showed that the CaCO3 content in CCCP calcined at 600, 700 and 800 °C was 7, 9.2 and 2.5%, respectively. Consequently, the CaCO3 content in calcined CCCPs insignificantly increases with an increase in temperature from 600 to 700 °C due to a possible reaction between freshly formed CaO and CO2 released during coal dust oxidation. The addition of NaCl increases the strength of the composite materials. NaCl catalyzes the pozzolanic reaction between two wastes, FA and CL, and promotes higher Ca(OH)2 (portlandite) consumption to form the CSH binder. Thus, the use of 1% NaCl provides increased strength for samples after 7 days compared to samples after 28 days of curing without adding NaCl (Fig. 22).244
![[{"id":"EbNEltVUZQ","type":"paragraph","data":{"text":"Unconfined compressive strength of the mixtures with NaCl in comparison to the mixtures without NaCl. Reproduced from Ref. 244 with permission from Springer."}}]](/storage/images/resized/aPPXGQgpHnXYr0xR04NMUCaFyAKEm4kDoKQscehK_xl.webp)
Compressed earth blocks (CEBs) are used in civil engineering where high stress is not required. The performance characteristics of CEB can be improved by adding various binders to the clay. The combined use of CCR and RHA as sources of CaO and SiO2 promotes a pozzolanic reaction between the components of the mixture with the formation of calcium silicates and aluminosilicates responsible for the strength of the binder. Thus, the addition of 15% CCR+RHA in a ratio of 7:3 to clay materials increases the compressive strength of CEB (6.6 MPa) three times compared to the addition of only 15% CCR (2.2 MPa).12 An increase in the CEB moulding moisture content reduces the compressive strength by 0.3 times (4.4-3.3 MPa) for solutions stabilized with 20% CCR and cured at 30±5 °C for 45 days. At 40 °C, the compressive strength increased 3.3 times (from 1.1 to 4.7 MPa at CCR from 0 to 20%) for kaolin-rich CEB and 2.5 times (up to 7.1 MPa) for enriched quartz materials.157,245 The bulk density of CEBs stabilized by CCR and CCR:RHA ranged from 1710 to 1550 kg m–3, which is below 1801 kg m-3 for unstabilized CEBs and 1781 kg m–3 for 8% cement-stabilized CEBs. In this case, the overall porosity increases from 35 to 45%.246 The hydraulic characteristics of CEB stabilized by CCR and RHA due to the developed porosity were characterized by increased water absorption with values of 18-24% compared to those recommended for use in humid environments (15-20%). Stabilized CEBs did not erode when tested at the rated water pressure (50 kPa), while unstabilized CEBs were completely destroyed. At higher pressures (500 kPa), the stabilized CEBs were subjected to slight erosion. The abrasion coefficient of stabilized CEBs was also 2-3 times higher than the recommended value for use in cladding walls of 7 cm2 g–1 (see Ref. 247). Soil stabilization with a mixture of CCR and RHA has resulted in CEB with improved mechanical properties for construction applications. To control the optimum maturity of synthetic materials and to understand the processes occurring in them, it is convenient to use instrumental research methods. It is proposed to monitor the curing of mixed solutions by measuring the electrical conductivity (EC) of the material.157,245 The concentration of Ca2+ ions linearly depends on the electrical conductivity by the equation [Ca2+]=97×EC (R2>0.95). The minimum EC and [Ca2+] values were reached after 45 days of curing in solutions containing only earth material and CCR and 28 days in solutions containing earth material and CCR:RHA, which was associated with the end of the reaction and the occurrence of optimal maturity in the corresponding mixtures.
Solid-state NMR spectroscopy provides valuable data on the structure of composite materials and the processes occurring in them. This paper describes the application of solid-state MAS NMR spectroscopy on 29Si and 27Al nuclei to determine the composition of composite materials from granulated blast furnace slag with additions of 10-40% CCR.158 Normalized 27Al MAS NMR spectra of raw slag and synthetic mixtures of slag and CCR are shown in Fig. 23. Untreated slag in the NMR spectrum has a signal in the form of a broad singlet in the range 80-30 ppm, which corresponds to tetrahedrally and pentahedrally coordinated Al.
![[{"id":"aFCuEQXkz0","type":"paragraph","data":{"text":"<sup>27</sup>Al MAS NMR spectra (normalized) of raw slag and mixtures of slag and CCR. Reproduced from Ref. 158 under the Creative Common BY 4.0 license."}}]](/storage/images/resized/ikW8u5pt1zo0aZyROMaNTdMYRMqUPzSogijvS8lh_xl.webp)
Mixed CCR-slag samples have a resonance signal of tetrahedrally coordinated Al in calcium aluminosilicate hydrate silicate chains between 80 and 50 ppm. The intensity of the q2(II) signal of tetrahedral Al at 68 ppm is affected by the amount of cross-linked Al in CASH, which decreases with increasing CCR content. Thus, the intensity of the q2(II) signal of the CCR--slag sample with the addition of 10% CCR is significantly higher than in other samples, which indicates an increased Al content in CASH. The weak signal at approximately 13 ppm correspondes to AFt, which gradually appeares as the CCR content decreases. In addition, all samples of the modified slag show a signal at 10 ppm, corresponding to octahedrally coordinated Al, which is attributed to the AFm phase.158 Normalized 29Si MAS NMR spectra of raw slag and mixtures of slag and CCR are shown in Fig. 24.
![[{"id":"2Fz3noQHyF","type":"paragraph","data":{"text":"<sup>29</sup>Si MAS NMR spectra (normalized) of raw slag and mixtures of slag and CCR. Reproduced from Ref. 158 under the Creative Common BY 4.0 license."}}]](/storage/images/resized/wyJAZDskEH3j61sJyEIgBwlV7c4CFDWv3QEzPWPs_xl.webp)
The raw slag has a broad peak centred at approximately -75 ppm. In the spectra of CCR-slag mixtures, the Q0 peak correspondes to unreacted slag. Q1 signals of mixed samples at approximately –78 and –81 ppm correspond to the Si atom bonded to monovalent and bivalent cations, respectively. Signals Q2 (1Al) and Q2 in the region of –84 and –87 ppm correspond to the centre of bonding with the Al atom. The smoother signal for the mixed 10% CCR sample means that this sample has the longest CASH chain of calcium aluminosilicate hydrate compared to other samples. The relative area corresponding to the anhydrous slag seems to decrease as the CCR content increases, which means that the reaction rate of the slag increases after 28 days of curing as the CCR content increases. The slag reaction rates after 28 days are 49.2 and 57.4% for samples C10 and C40, respectively. Analysis of slag+CCR mixtures after 28 days of reaction showed that the main CCR-binding phases of the hydrated slag are CASH, ettringite, hemicarbonate [Ca4Al2O7(CO2)0.5•12H2O] and hydrotalcite [double magnesium-aluminum hydroxide carbonate Mg6Al2(OH)16CO3•4H2O].158 Thus, the stabilization of clay soils with waste improves the properties of the soil, shifting the emphasis from PC as a binder. Waste-modified clay building materials have high prospects for practical use in the construction of structures that do not require high loads and exposure to water.
4.5. Inorganic synthesis
Calcium carbonate is one of the most abundant materials. Precipitated CaCO3 (PCC) is used as a filler, additive and reinforcing element in construction, in the paper industry and in plastics. The use of high-quality PCC improves the physical properties of the final product when used as a filler compared to CaCO3 in other minerals, such as limestone and marble. When preparing synthetic PCC, it is possible to control the shape and size of particles, which expands the possibilities of its practical application. Thus, precipitated CaCO3 can be used as a filler in construction in the production of paper, rubber, plastic, pharmaceutical, food, paint and varnish and other types of industries instead of expensive and toxic fillers, such as talc, kaolin, titanium oxides and others.248--250 Among the polymorphs of CaCO3 (calcite, aragonite, and vaterite), thermodynamically stable calcite249 is most frequently used. Precipitated CaCO3 with various particle sizes can also be obtained by the liquid method when treating CCR with a solution of ammonium dichromate with the addition of 1% sodium dodecyl sulfate as a dispersant.251 Extraction of CCR with ammonium chloride and ammonium carbonate and subsequent carbonization of the Ca extract resulted in nanosized particles of calcite with a diameter of 40-90 nm of high purity. The highest product yield was achieved at a concentration of Ca2+ ions in the solution of 0.3 mol L–1 and a carbonization temperature of 10 °C. The addition of 10% ammonium citrate to a mixture at the carbonization stage switched the PCC polymorphism from calcite to aragonite (Fig. 25).252
![[{"id":"eOb6r7bGPz","type":"paragraph","data":{"text":" SEM images of the samples of calcium carbonate superfine powder prepared with various ammonium citrate ratio. The ratio of ammonium citrate and calcium ions: 0 (<i>a</i>), 0.05 (<i>b</i>), 0.1 (<i>c</i>). Reproduced from Ref. 252 with permission from Elsevier."}}]](/storage/images/resized/mtYgo1GIcmSXl7PmG5huf59Ur7l3hmCiB3KvJD31_xl.webp)
The carbonylation of quicklime in ionic solutions led to PCC with a small particle size of calcite.253,254 In solution, sucrose binds CaO to calcium sucrate [Eqns (24), (25)], which is a weak electrolyte. When CO2 was bubbled through this solution, CaCO3 [Eqn (26)] precipitated in the form of cubic calcite crystals with a size of 254.6 nm. The addition of 1 mL of terpineol to the reaction mixture increases the chemical purity of the precipitated calcite up to 99.8%.253

For the synthesis of high-purity PCCs, CCR was pre-extracted with propionic acid250 or sodium citrate248 with a high yield of extractable calcium. Soluble calcium propionate is separated from insoluble compounds such as SiO2, Fe2O3 and Al2O3 by filtration. Carbonization of solutions of propionate and calcium citrate leads to the precipitation of CaCO3 in the form of nanosized calcite crystals of spherical particles 2.5 μm in diameter coated with propionic acid,248,250 and during the carbonization of calcium propionate, the surface of the deposited PCC particles is coated with propionic acid.
CCR in its original form can act as a raw material for the synthesis of PCC [Eqns (27)-(32)].
The reaction time and the concentration of milk of lime affects the characteristics of the precipitated CaCO3. Bubbling CO2 gas at a flow rate of 262.60 mL min-1 into 1M milk of lime for 60 min resulted in CaCO3 precipitation in the form of short- or long-structured prismatic scalenohedral shapes (Fig. 26a, PCC-1) with particle sizes less than 0.5 μm. Formation of a scalenohedron was possible. With an increase in the CO2 bubbling time to 90 min, the particle size increased 2-3 times in comparison with PCC-1 (Fig. 26b, PCC-2).255
![[{"id":"BbXWy_xFog","type":"paragraph","data":{"text":"SEM images of the synthesized PCC produced at reactant concentrations of 1M (<i>a-d</i>) and 2M (<i>e-h</i>). Reproduced from Ref. 255 with permission from Springer."}}]](/storage/images/resized/gMGjm5S7vIQ3ld7LU4hGWk7wFe4qjbrlOb7J9puL_xl.webp)
With an increase in the CO2 supply rate from 262.60 to 452.30 mL min–1 (an excess of CO2), the synthesized PCC has the shape of a cubic rhombohedron (reaction time 60 min, Fig. 26c) or a dendrite-like scalenohedron (reaction time 90 min, Fig. 26d). When a 2M Ca(OH)2 solution was used under the same conditions (CO2 supply rate of 262.60 mL min–1), PCC was formed in the form of a rosette of scalenohedral calcite in a prismatic shape (Fig. 26e, PCC-5). With an increase in the bubbling time up to 90 min, scalenohedral calcite crystals have a spindle-shaped shape (Fig. 26f, PCC-6). This effect can be associated with an increased mass transfer of the formed CO32- ions in the solution. PCCs in the form of scalenohedral crystals (Fig. 26g, reaction time 60 min) and cubic rhomboes (Fig. 26h, reaction time 90 min) with a purity of 99% were obtained by bubbling CO2 at a rate of 452.30 mL min–1 into 2M milk of lime at pH 6.98.255 Crystals synthesized under excess CO2 had a smaller particle size compared to the samples obtained at a lower gas flow rate (Fig. 26a,b,e,f). The authors explain this effect by the lower ionic strength [OH–] in Ca(OH)2 under conditions of high CO2 concentration.
Calcite with a particle size of ≈50-200 nm was obtained by saturating a suspension CCR with CO2 at a flow rate of 50 mL min–1.256 Spindle-shaped CaCO3 crystals can be obtained by a simplified procedure by spraying CO2 over the CCR surface followed by drying at 120 °C. The synthesized PCC was used as a filler (11.4% CaCO3) for paper production and increased its whiteness from 77.3 to 80.6.257
Being a source of Ca(OH)2, CCR is used as a raw material for a new method for the production of calcium formate, which is part of compound feed. Carbonylation of Ca(OH)2 (suspension concentration 0.125 g mL–1) at a temperature of 200 °C and a CO pressure of 6 MPa for 20-30 min gives (HCOO)2Ca of high purity.258 In addition to providing useful products, this route is environmentally friendly and reduces emissions of carbide sludge and CO. The described carbonylation method is competitive with the current method of calcium production accepted in industry.
Also, CCR can be used for wet flue gas desulfurization. Ca(OH)2 reacts rapidly with SO2 to form many small CaSO3 particles.162
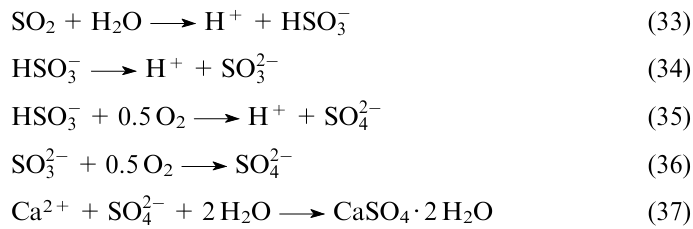
The rate of the oxidation of CaSO3 to CaSO4 is significantly lower than the rate of formation of CaSO3 [Eqns (33)-(37)]. On the one hand, this opens the way for the synthesis of high-purity CaSO3. On the other hand, a large amount of CaSO3 decreased the rate of sludge dehydration. The catalytic oxidation of a CaSO3 suspension with the addition of Mn2+ ions or a mixture of Mn2+ and Fe3+ in the form of the corresponding salts at 60 °C and pH 4.0 increases the rate of oxidation of SO32- to SO42- (36). In samples with Mn2+ and Fe3+ additives, needle crystals of Ca3(SO3)2SO4, a coprecipitation product, were found. The addition of Mn2+ provides a high oxidation rate of the SO32- ion and the formation of a needle-like coprecipitation product. A Mn2+ additive can be used for several oxidation cycles.162
Microwave-synthesized ceramic material from FA and CCR in a 1:1 ratio at 1000 W and a sintering time of 20 min had a high flue gas trapping ability.259 During the sintering process, the adsorbed water volatilizes with the formation of many pores in the material structure. In addition, microwave radiation promotes breaking of the bonds with the formation of micropores and microcracks, which resulted in an increase in the adsorption capacities of the desired material. The resulting ceramic material had high sorbing properties with desulfurization degrees of 98.8 and 91.9% for flue gas denitration. The high sorption capacity and simple synthesis of the composite opens up opportunities for the practical application of this material.
A new type of calcium coke CaC2 was synthesized by co-pyrolysis of CCR and coking coal.161 The thermal strength of calcium coke increased with an increase in the proportion of coking coal. However, calcium coke is susceptible to the damaging effects of water. The method of coating the synthesized material with a CaCO3 layer by means of a carbonation reaction effectively improves the water resistance of calcium coke. Its resistance to hydration can reach 12 days with a carbonation time of 10 min and 30 days with a carbonation time of 30 min. The CaC2 carbonate coating provides good storage abilities. However, the carbonizing coating method destroys the Ca–C structure in calcium coke, as a result of which the thermal strength of the material slightly decreases (Fig. 27), but still it remains quite high (>30 MPa).
![[{"id":"D81I-F9HQm","type":"paragraph","data":{"text":"Thermal strength of calcium coke after and before carbonation. Conditions: pyrolysis at 700°C for 30 min. Reproduced from Ref. 161 with permission from Springer."}}]](/storage/images/resized/4Zha5YcBYcerVRlpFyuz64F8IkvHaeWNMRIiXtCO_xl.webp)
The addition of CaCO3 to polyvinyl chloride (PVC) significantly improves the tensile strength and impact strength of the product.260 Hydrophobic spherical aragonite CaCO3 nanoparticles were synthesized by carbonization in the presence of the modifier dodecyl dihydrogen phosphate (DDP). This additive promotes the formation and growth of CaCO3 crystals. With an increase in the amount of DDP from 0 to 2%, the hydrophilic properties of CaCO3 were changed to hydrophobic, and the contact angle of wetting of modified CaCO3 particles was changed (119.51°). The addition of modified DDP–CaCO3 to PVC promoted an increase in the Young's modulus with an increase in the proportion of the additive compared to the unmodified additive (Fig. 28).
![[{"id":"3sf_QtPe9w","type":"paragraph","data":{"text":"Young's modulus of PVC-CaCO<sub>3</sub> composites (SD=0.2, <i>n</i>=4). Reproduced from Ref. 260 with permission form Elsevier."}}]](/storage/images/resized/yMQBD9ISEtsASRI7KdEDNDJLeiYd0unugfpEp4qA_xl.webp)
Complex silicates are valuable composite materials; however, the price of their extraction and processing is quite high. The use of synthetic silicates prepared from industrial wastes is an alternative resource-saving solution. Carbide slag and fly ash, as precursors of calcium and silicon, are excellent raw materials for the hydrothermal production of complex silicates. The composition of the resulting products can be varied by varyng the CCR:FA ratio and the reaction time (Fig. 29a-f).261
The crystal structure and chemical composition of the hydrothermal product depend on the Ca:Si ratio. At the lowest (0.7) Ca:Si ratio with a lack of Ca, the main product of the synthesized fibres is pectolite NaCa2Si3O8(OH) (Fig. 29d). An increase in the CCR fraction to a Ca:Si ratio of 0.85 ensures the progress of the polymerization reaction with the formation of silicates in the form of tobermorite crystals Ca5Si6O16(OH)2•4H2O or Ca5Si6(O,OH)18•5H2O (Fig. 29c). With a further increase in the Ca:Si molar ratio to 1.0 and 1.1, high-purity and good crystalline xonotlite fibres 50-300 nm in diameter and 10-15 mm in length are formed, respectively. A further increase in the Ca:Si molar ratio does not affect the formation and yield of products. As the authors report, small amounts of alumina present in CCR acted as a catalyst and promoted the formation of xenotlite phase within 24 h, and pure crystalline xonotlite fibres were obtained after 48 h.261 Tobermorite can be synthesized in an alternative way from CCR and coal FA by a hydrothermal process under alkaline activation with NaOH. Under these conditions, high-purity tobermorite crystals can be obtained in 6 h at 180 °C. The introduction of a carbon additive into the composition reduced the crystallinity of the product, making it more amorphous.262 The silicates obtained have important practical applications. Xonotlite in the form of fibres is used as an insulating material.261 Tobermorite has potential as a sorbent of heavy metals in water treatment plants.262 The maximum sorption capacity of Cr3+ ions in tobermorite is estimated at 4.87 mmol g–1, which is 2-3 times higher than the capacity of clay minerals, especially in the presence of high concentrations of pollutants. The mechanism of adsorption of heavy metal ions includes several processes (Fig. 30). This is the ion exchange of Cr3+ with Ca2+ from the surface, as well as complexation with Ca–OH and isolated surface particles of Si–OH. Diffusion of Cr3+ ions into the interlayer space of the material framework leads to lattice amorphization and a subsequent slight decrease in sorption activity.
![[{"id":"XaMBQcUrZT","type":"paragraph","data":{"text":" SEM photos of raw carbide slag (<i>a</i>) and synthesized samples at 240°C with different hydrothermal times: 6 h (<i>b</i>); 12 h (<i>c</i>); 24 h (<i>d</i>); 36 h (<i>e</i>); 48 h (<i>f</i>). Reproduced from Ref. 261 with permission from Elsevier."}}]](/storage/images/resized/Tr2GjAJM3ievEomcQZY4u74SmnjZgGjXi1pCI2dY_xl.webp)
![[{"id":"6uYMEkloxJ","type":"paragraph","data":{"text":"Plausible mechanism of sorption of heavy metals. Reproduced from Ref. 262 with permission from Elsevier."}}]](/storage/images/resized/naU5b9XKom27Lts2236toknm32QWJiEZHYEpLCtr_xl.webp)
Calcium carbide residue can be used as a catalyst in the production of combustible gases from coal.263 Modification of bituminous coal with CCR reduces the activation energy of the reaction for the synthesis of combustible gases and increases the H2 yield. When heated, the oxygen-containing functional groups of the coal compounds undergo polycondensation with Ca(OH)2 from CCR to form a calcium-oxygen-carbon complex. As a result, homogeneity of the produced coke is achieved with a uniform distribution of CaO, and no carbonization of the mass occurs. However, Si and Al contained in the waste can interfere with the dispersion of CaO and suppress the steam gasification reaction; therefore, the coal was pretreated with hydrochloric and hydrofluoric acids.
Using carbide slag without CCR additives resulted in synthesis gas (Fig. 31) upon steam gasification of coal samples.263 The introduction of bituminous coals into the composition contributes to a significant increase in the formation of H2 and partial oxidation of CO to CO2. Thus, the modification of coal with wastes from carbide production contributes to an increase in the gasification productivity of coal and affects the composition of the resulting combustible gases.
![[{"id":"LKtVPaC6An","type":"paragraph","data":{"text":" Gas generation rate of the coal sample during steam gasification. KS: bituminous coal; KS<sup>+</sup>: coal eluted byHCl; KS<sup>++</sup>: coal eluted by HF; CS: carbide slag or CCR. Reproduced from Ref. 263 with permission from Elsevier."}}]](/storage/images/resized/SAK3DV7YQUXdKuPWCLGMUnp2NamoYjhmk9KtOQIh_xl.webp)
4.6. Road construction
The construction of a road on a soft subgrade is one of the greatest challenges in road construction. To stabilize soft unstable soils, expensive materials such as crushed stone, natural limestone, and PC are widely used. The use of such materials is costly, and the use of natural resources is often appropriate. Hence, there is a need to find cheaper alternative construction methods on soft ground.264 Various industrial wastes can be used as hardeners for mobile clay, silty or sandy soils. Reusing building materials as binder fillers is a promising approach. CCR, as a calcium-rich raw material, can be successfully applied in road construction instead of limestone materials (Fig. 32).265 Note that CCR should be pretreated before use for road construction: drying at 100 °C at ambient pressure followed by grinding up to 300-450 μm may be applied.
![[{"id":"q6z1lp40MY","type":"paragraph","data":{"text":"Construction of CCR amended Embankment. Placing and spreading filled soil (<i>a</i>); tedding and air-drying CCR (<i>b</i>); paving CCR by scrapers (<i>c</i>); mixing CCR and filled soils by a plow 1LF-335 (<i>d</i>); enhanced mixing CCR and filled soil by a dozer (<i>e</i>); grading CCR-amended soil (<i>f</i>); compacting CCR-amended soils by a vibratory roller SR20MP-2 (<i>g</i>); enhanced compacting CCR-amended soils by a steel-wheelroller YC6108G (<i>h</i>). Reproduced with permission of the authors of Ref. 265."}}]](/storage/images/resized/nuHnOPw7kdUOWaMj909x1KJt0lRKHzwzNIV3sQ01_xl.webp)
The surfaces of reused clay particles stabilized with CCR are much larger and covered with pozzolanic areas.266 As a result, a recycled clay mixture has a lower specific gravity, and coarse clay particles contribute to less shrinkage and less water sensitivity than a mixture of original clay. The strength of the material prepared from recycled clay was lower than that of clay with equal amounts of added CCR (see Fig. 32). Both materials showed high engineering performance. The strength of clay materials depends on the amount of CCR introduced and is conventionally divided into four zones:267,268 inactive, active, inert, and deterioration (Fig. 33).266
![[{"id":"G-UYrIZZr5","type":"paragraph","data":{"text":"Compressive strength of recycled CCR stabilized clay. Soaked strength <i>E</i>=2693.3 kJ m<sup>-3</sup>, 7 days of curing. Reproduced from Ref. 266 with permission from Elsevier."}}]](/storage/images/resized/nUfd0runQItOoGgVZADqVjYzmw01tS7Cv0FjbG5F_xl.webp)
The strength rises sharply with increasing CCR (active zone) content and remains relatively constant after the introduction of 7-15% CCR (inert zone). This means that the pozzolanic reaction occurs on the surface of clay particles. The introduction of more than 15% CCR into the mixtures resulted in the destruction of materials (destruction zone), and in the sample from recycled clay, destruction occurred more strongly.266 Most likely, the small free area of particles can react with CCR. Thus, the use of a 7-15% CCR additive is optimal for subgrade soil improvement. More detailed studies of soil modification show that the best improvements of stabilized soil are achieved with the addition of 8% CCR and are considered the optimum subgrade lime blend (OSLB).
The addition of 18% calcined clay to OSLB resulted in an optimal ratio of SiO2 to CaO (Table 3) for a more complete pozzolanic reaction and, as a consequence, high compressive strength. However, CCR-stabilized clay materials can be reused in road construction to create a new bed or repair pavement.264
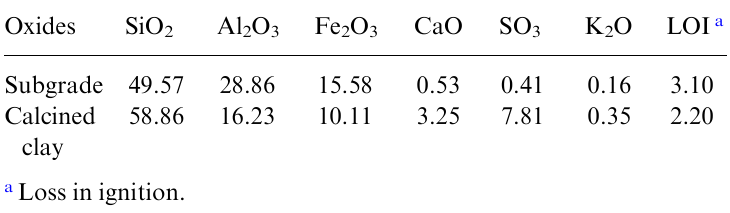
Ikpayongo laterite is a sandy gravel soil with good engineering properties that can be used as a filler for road surfaces.269 The addition of calcium stabilizers increases the technical characteristics of the soil. The addition of OPC or calcium carbide waste or their combination leads to an increase in the maximum dry density (MDD) of the material from 1.86 to 2.09 mg m–3 when treated with a mixture of 10% OPC+10% CCR and an increase in the optimum humidity from 12% to 23%. The mixture had increased water absorption due to the nature of the added water requiring the pozzolanic reaction. The plasticity index in the Atterberg test of natural laterite stabilized with 10% OPC+10% CCR decreased from 14% to a minimum value of 5%, and the UCS of the material cured within 7 days increased from 534 to 3157 kN m–2. The authors recommended the optimal formulations of stabilizing additives of 8% OPC+10% CCR and 10% OPC+10% CCR, which improves the engineering properties of laterite.
A stabilizer blend of CCR–OPC–RHA with various ratios was found to be more effective in improving the engineering properties of laterite than OPC. Therefore, the use of 0-10% mixture additives (90% cement, 5% RHA, 5% CCR; 80% cement, 10% RHA, 10% CCR and 70% cement, 15% RHA, 15% CCR) reduces the MDD of natural soil from 2.015 to 1.917 mg m–3 with 2% OPC addition and up to 1.987 mg m–3 with 10% OPC. When modified with complex stabilizers, the MDD values of natural soil decreased to 1.875 mg m–3 (2% mixture of 90% OPC+5% RHA 5% CCR) and to 1.870 mg m–3 (addition of 2% mixture of 80% OPC+ 10% RHA+10% CCR).270 The California bearing ratio (CBR) of natural soil was 9.66% but increased by 2% with 100% OPC due to the filling of cavities within the material with fine OPC particles (Fig. 34a). The CBR for directly compacted soil was 24.87% and decreased to 17.97% after soaking. For a mixture of 80% cement, 10% RHA, 10% CCR, the improvement compared to the soil treated with cement was higher; at 10% replacement, the obtained values were 55.20 and 65.41%, respectively, immediately after compaction. Upon soaking, the values increased to 77.31 and 97.55%, respectively, compared to the cement-treated laterite, which had values of 61.14 and 88.14%, respectively.
![[{"id":"oORg1uPuET","type":"paragraph","data":{"text":"Relationship between the soaked CBR (<i>a</i>) and UCS (<i>b</i>) values of cement-RHA-CCR(%): 100-0-0, 90-5-5, 80-10-10, 70-15-15. Reproduced from Ref. 270 under the Common BY 4.0 license."}}]](/storage/images/resized/6xomrjds92hQ0cvpbJFEMyI7talZhT6i8vYo7cHh_xl.webp)
The UCS value of the soil treated with cement increased from 1512.82 to 1512.90 kN m–2 for a mix of 90% cement, 5% RHA, and 5% CCR at a 10% mixture for a 14-day sample (Fig. 34b). A similar increase in UCS from 1512.09 to 1753.39 kN m–2 was observed for a mixture of 80% OPC+10% RHA+10% CCR at 10% mixtures for 14 days of the cured sample. A decrease in this indicator was observed for the composition 70% OPC+ +15% RHA+15% CCR. This trend toward an increase in UCS was observed for the compositions at a later age after 28 days of curing of the composite samples. All formulations met the minimum material requirements for the road base.270
To impart greater strength to geopolymers, various additives and fillers were used such as slags, waste concrete, crushed stone, etc. At the same time, the positive effect of CCR in improving the strength of materials was noted almost everywhere, which is closely related to the pozzolanic reaction, which proceeds better at elevated temperatures (40 °C). High concentrations of Ca(OH)2 in the CCR can react with leached SiO2 in slags or other SiO2-containing additives used to form CSH, which coexists with geopolymer products (NASH) under alkaline conditions. Silicate formation is responsible for the strength of materials.160 However, a very high CCR content in the mixture can also have a negative effect, since not all of the CaO is consumed for binding to silicates and aluminosilicates. Geopolymers WTS–CCR, depending on the CCR content in the composition, can be divided into three zones: active (CCR <10%), inert (CCR 10-20%) and destructive (CCR >20%). Heating the geopolymer for more than 7 days slightly increases the UCS.160
The use of construction and demolition (C&D) waste can be useful for soil stabilization for road construction in the preparation of reclaimed asphalt pavement (RAP). The comparison of two types of mixtures, a mixture with a high calcium content based on CCR and slag (S) and FA-based low calcium blends, was investigated. The addition of FA to the mixtures increased the workability of binders and reduced the water consumption required to obtain a dense material.160,271 To ensure the best technical characteristics of the created material, alkaline activation of the mixture components was applied. As a result, the UCS and Young's modulus (E50) were increased for alkali-stabilized RAPs after 7 days of curing (Fig. 35).
![[{"id":"haBK1SgYmn","type":"paragraph","data":{"text":" Strength development of alkali-activated stabilized reclaimed asphalt pavement (RAP) after 7 days of curing. (1) RAP unbound, (2) RAP+10% CCR, (3) RAP+10% FA, (4) RAP+10% S, (5) RAP+5% CCR+5% FA, (6) RAP+5% CCR+5%S, (7) RAP+5% FA+5% S. Reproduced from Ref. 271 with permission from Elsevier."}}]](/storage/images/resized/nwu5gQNDRgRqeS3SW3T1LnTkkBmgrOkJNQWlyqsl_xl.webp)
The largest increase in strength compared to other compositions is demonstrated by the S-containing sample, while the addition of fine FA particles demonstrates a smaller contribution to the development of strength characteristics. Lack of calcium in the low-calcium system reduces the possibility of CASH formation; hence, the strength and fatigue strength were reduced for such mixtures. High-calcium formulations exhibit a higher compressive modulus and durability under repeated loading compared to samples stabilized with a mixture of slag S and CCR. The presence of FA and S simultaneously increases the flexibility and workability of the samples under repeated loading due to the formation of an aluminosilicate gel in mixture. Thus, alkali-activated samples of materials with a high calcium content have a lower fatigue life and lower fracture properties.271
The hydrophobic FA particles reduced the optimum moisture content (OMC) of the mixture; therefore, the absorbed water content in the solution decreased, and the hydration and curing processes slowed down. Consequently, such systems can be used for long-term work. Mixed CCR or S systems with FA can potentially be used as base material (class M) and, in some cases, in the construction of the base layer (class L), can lead to significant savings in road construction projects.
Geopolymers from CCR, FA, S, crushed brick (CB) and recycled concrete aggregates (RCA) were used as fillers, prepared using a 10% alkaline activator Na2SiO3 - NaOH.272 The use of concrete waste as a filler increases the strength of UCS materials from 5.6 to 6.3 MPa for compositions CB+10% S and RCA+10% S (Fig. 36).
![[{"id":"Irws2Hm8O3","type":"paragraph","data":{"text":" Strength and stiffness development of geopolymer-stabilized CB and RCA after 7 days of curing. (1) CB unbound, (2) CB+10% CCR, (3) CB+10% FA, (4) CB+10% S, (5) CB+5% CCR+5% FA, (6) CB+5% CCR+5% S, (7)CB+5% FA+5% S, (8) RCA unbound, (9) RCA+10% CCR, (10) RCA+10% FA, (11) RCA+10% S, (12) RCA+5% CCR+5%FA, (13) CB+5% CCR+5% S, (14) CB+5% FA+5% S. Reproduced from Ref. 272 with permission from Elsevier."}}]](/storage/images/resized/9nMia39JD8dofV9dyN2yxLmu8M6r5ySjmFR75C7Q_xl.webp)
All samples containing a slag fraction as a binder confidently qualify as materials of class L. The composition with 5% content of both components had the highest strength among CCR-FA composites. Thus, replacing part of the slag with CCR and/or FA can reduce economic costs in road construction, and the resulting materials are classified as subgrade materials of the M and L classes.272
Electrolytic manganese residues (EMR), red mud (RM) and carbide slag can be used for pavements.273 The synergistic effect of the components caused RM to supply Al and OH– to the mixture, and EMR contained a sufficient amount of CaSO4•2H2O, which leached Ca2+ and SO42-. An additional supply of Ca2+ and OH– provided CCR. Under high alkalinity conditions, the activity of alumina in RM is stimulated. The Al–O and Si–O bonds were cleaved; OH–, free Al and Si combined with Ca2+ and SO42- ions to form polymerization products - the gel CASH and AFt [Eqns (38)-(41)].
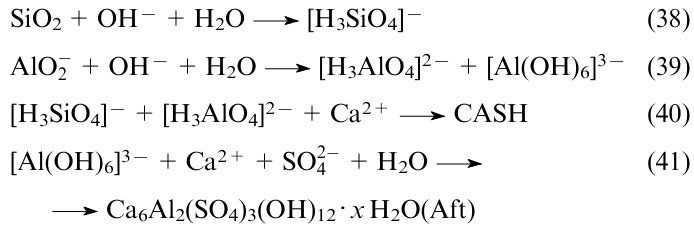
The highest UCS of 5.6 MPa is demonstrated by the EMR:RM:CS sample at 6:2:1 after 7 days of curing. This value exceeds the minimum requirements for the strength of materials (3-5 MPa). 29Si MAS NMR analysis confirmed the high purity and regularity of the synthetic polymer structure due to the synergism of EMR, RM and CCR. Samples of EMRRM-CCR materials showed good results in freeze-thaw tests in water at –20 °C. After 5 complete cycles, the safety of the material was approximately 80%. Thus, synthetic materials showed good durability, pore size and distribution, and resistance to temperature extremes and can be suitable for road construction, including in territories with seasonal climates.273
Calcium carbide residue, as a high calcium feedstock, can be added as a filler in hot mix asphalt (HMA) instead of traditional limestone filler (LF).274 The addition of CCR (0, 3 and 6%) to HMA increases the modulus of the modified mixture by 37% compared to the conventional LF asphalt sample. The spent lime--carbide filler predominantly consists of portlandite and calcite, which create a stronger bond with bitumen with the formation of denser and more durable structures with increased adhesion and cohesion. The consequence of this is the increased properties of resistance, strength, permanent deformation resistance and moisture resistance in HMA with CCR compared to HMA with LF.
The dependence of fracture toughness on the load and composition of the composite was developed for CCR-modified materials (Fig. 37). The toxicity characteristic leaching procedure (TCLP) showed that the CCR used in the production of HMA has no negative impact on the environment. Therefore, CCR can be considered a plausible alternative to conventional aggregate in HMA, implying that large amounts of spent carbide lime can be removed from landfills, significantly reducing environmental damage.274
![[{"id":"ELbxs1wDwW","type":"paragraph","data":{"text":" Crack propagation results for CCR, HMA and LF mixtures. Reproduced from Ref. 274 with permission from Elsevier."}}]](/storage/images/resized/aFu7hRl287y9VLyhTj6IOIO67WeTQx84OVq64thr_xl.webp)
Waste asphalt can be reused as a filler for new pavement. A new road surface made of old crushed asphalt with the addition of CL (3 and 7%) as a binder and flat frosted glass (10, 15 and 25%) as a source of SiO2 for the pozzolanic reaction was investigated. An increase in fine glass content (GG200) from 10 to 25% resulted in pavement samples showing a marked increase in unrestricted compressive strength and a decrease in accumulated loss of mass (ALM).275
Calcium carbide residue, consisting mainly of Ca(OH)2, can be considered an alkaline activator emulsion in hot bituminous mixes with GGBS filler. CCR increases pH and promotes the synthesis of CSH, etteringite and portlandite - products of the pozzolanic reaction between cement products and bitumen - in AAGG (alkaline GGBS activated mixture) and affects the rate of coalescence of bitumen emulsions, thereby improving the technical characteristics of the indirect tensile stiffness modulus test compared to conventional limestone filler (LF, LSF) supplementation (Fig. 38).276
![[{"id":"xmIjdIWFsF","type":"paragraph","data":{"text":"Indirect tensile stiffness modulus test for the alkali-activated mix at 3 days. Reproduced from Ref. 276 under the Creative Common BY 3.0 license."}}]](/storage/images/resized/I2ghYW4oyilVMbQoMlmxbvGdoYQvg1tcyaEBI2tI_xl.webp)
With an increase in the curing time (up to 28 days), the AAGG microstructure becomes denser (Fig. 39). The alkaline Ca(OH)2 accelerates the setting of the cationic asphalt emulsion as a result of an increase in the pH of the medium, which contributes to the rapid flocculation and coalescence of the bitumen emulsion, strengthening the structure of the material.
![[{"id":"K1D7QDsVrp","type":"paragraph","data":{"text":"SEM images of AAGG pastes at 3 (<i>a</i>) and 28 days (<i>b</i>) of age. Reproduced from Ref. 276 under the Creative Common BY 3.0 license."}}]](/storage/images/resized/Q8hwSs6BineQLRbwCAojotZ2n2ITn2OJX2pOqJEo_xl.webp)
Thus, CCR-stabilized soil has a large bearing capacity, with average CBR values over the period from 0 to 17 days increasing sharply from 44.9 to 117.0% for CCR-stabilized soil and from 46.3 to 96.6% for lime-stabilized soil. CCR-stabilized soil has increased stability and modulus of elasticity, and low elastic deflection is relatively stabilized by quicklime immediately after curing. Using CCR in field tests is 90% cheaper than using pure lime.265
4.7. Soil stabilization
Unstable fine-grained, silty, clayey soils are the most common soil types in the world with efficient engineering properties. The lateritic soils, typical under tropical and subtropical conditions, are mainly composed of gravel and sand and 20-30% by weight of silt and clay. The composition of these soils is characterized by a high content of iron hydrates and aluminium oxides (65-80%) and a low content of silica. This type of soil is classified as soft, with low compressibility when dry and compacted. However, the stability of this soil decreases when wet or damp and leads to damage to the road structure. Peat Ketapang contains 95% organic matter and can be classified as highly organic soils. This type of soil has a specific gravity of 1.47, which is much lower than the specific gravity of conventional soil, e.g., clay with G>2.5. Thus, this type of soil is loose and unstable, and its use in its original form is challenging.277
Clay is a fine-grained soil consisting of kaolin minerals, montmorillonite and aluminosilicates. It is plastic, easily compressed, sensitive to moisture, hygroscopic, has inefficient load-carrying capacity and low shear strength. Clay contains a large amount of natural pozzolanic materials (SiO2, Al2O3, Fe2O3) (60.5%).278 Black cotton soil (BCS) is a type of clay soil common in tropical climates and is characterized by high swelling and shrinkage characteristics. Chemical stabilization of these soils using lime improves their properties and allows them to be used in construction. The main minerals in untreated BCS are montmorillonite and vermiculite from the smectite group with a layered structure and a basal distance between layers of 1.86 to 14.98Å, which affects the manifestation of the huge characteristics of swelling and shrinkage.279
The use of unstable soils without preliminary treatment in practice is impossible. Chemical stabilization of unstable silty or clayey soils is a recent method for soil curing. Clay contains a large amount of pozzolanic materials that can react with Ca-containing materials. PC is usually used for this purpose. CCR containing a very high Ca(OH)2 content (approximately 76.7%) and FA can be considered an effective environmentally and economically safe additive for stabilizing mobile (silty, clayey) soils for use as a foundation for civil and road construction.
The optimal amount of CCR to increase the modulus of elasticity of clay with low and high plasticity by 1.9-2.7 times, as well as black cotton soils, is 4 and 8%, respectively. The presence of calcium in the CCR leads to the flocculation of clay particles surrounded by voids by improving the characteristics of the subgrade of clay soils.279,280 Stabilization of the soil with 8% CCR led to an improvement in the engineering properties of the soil, significantly increased the shear and compressive strength, reduced the plasticity index after 28 days of curing,278,281--283 increased the optimal water content and reduced the maximum dry specific gravity (γd; max) of stabilized soil.278 Thus, the optimal amount of CCR to be added to montmorillonite and kaolin is 9% (fixation point) (Fig. 40).284 The use of large quantities leads to a slight decrease in the strength characteristics of the modified clay, which still exceeds the strength of untreated soil.195,284 For kaolin, the highest strength of up to 150-160 kPa after 90 days of curing was achieved with the addition of 12% CCR.284
![[{"id":"_Gf4T8rxzb","type":"paragraph","data":{"text":"Compressive strength of CCR-stabilized bentonite at different additive contents and curing times. Reproduced from Ref. 284 with permission from the American Society of Civil Engineers."}}]](/storage/images/resized/svpvIg4e5UuisoLeK7ti0c8McRjQvW5X2CSyHlBr_xl.webp)
The growth of soil strength using CCR is conventionally divided into three zones: active, inert and wear-resistant. The CCR fixation point indicates the ability of the clay to absorb Ca2+ ions, i.e., to react with Ca(OH)2 and can serve as an indicator for determining the core and CCR content to obtain the required technical properties at a certain moulding water content.278 The improvement in technical properties occurs due to the reaction between Ca(OH)2 from CCR and silica and alumina from the finely dispersed clayey part of the laterite soil, which makes up approximately 30% of the total soil mass. The performance of the impregnated sample was lower than that of the nonimmersed sample because the absorbed water increased the repulsive forces. UCS, E50 and CBR values are both for non-soak conditions and for soaking conditions with different CCRs. The content had the same normalized characteristics using 28-day properties as references. Although the impregnated engineering properties were lower than the nonsubmerged properties, the CCR-stabilized laterite soil with different CCR contents had the same normalized performance using the 28-day properties as references. The relationship between E50 and UCS and CBR and UCS was unique for both soaked and soaked stabilized samples and is represented by a linear function. This means that the pozzolanic response in the CCR-stabilized samples was the dominant reaction; therefore, the engineering properties of both non-immersed and impregnated samples were the same.285 The main technical characteristics of the laterite modified with 10% CCR are not inferior to those of the lime-modified sample.286 The addition of CCR or quicklime increased the liquid limit (LL) and plastic limit (PL) while decreasing the plastic index (PI). With the same cure period and binder content, the CCR-stabilized primer has a higher percentage (12.3%) of pozzolanic materials (SiO2, Al2O3, and Fe2O3)278 than the stabilized primer CaO. Therefore, for the same cure time and the same amount of binder, the CCR-modified primer provides higher density and better mechanistic characteristics than the CaO-modified primer due to the greater formation of pozzolanic products such as CSH, CAH and CASH. At an early age (28 days), CCR-stabilized soil had a significantly lower total pore volume than a similar sample stabilized with quicklime. However, at a later age (more than 120 days), this difference leveled.255 The addition of CCR resulted in an increase in the UCS of the modified soil at short cure times of 7 to 28 days. The UCS of CCR-modified soil is higher than that of lime-treated soil. Soils treated with CCR showed higher CBR values and moisture resistance values than soils treated with lime. The test results showed that soils treated with CCR had higher productivity than soils treated with lime.287 Although CCR stabilization significantly improves strength, the wet and dry resistance of stabilized clay is considered poor by the ACI (1990) and COE (2004) guidelines. The durability of CCR-modified clay decreased with increasing wet and dry cycles. The strength of CCR-stabilized clay decreased significantly with an increasing number of wet--dry cycles.288
Additives to CCR-modified materials improved performance: a blend of CCR and FA was a binder to increase the strength of problem clays (Fig. 41).289
![[{"id":"n7rShRxDAD","type":"paragraph","data":{"text":"SEM images of silty clay (<i>a</i>) and flyash (<i>b</i>). Reproduced from Ref. 289 with permission from the American Society of Civil Engineers."}}]](/storage/images/resized/ZVWsbCAbjEHvi1KtDuTY89ME5qwRLGFJ0lwuZDid_xl.webp)
The addition of CCR to the clay increased the pH of the soil. Under these conditions, the exchange of monovalent Na+ and K+ ions from the soil for Ca2+ ions proceeded with the formation of cementation products CAH and CSH.290 The introduction of CCR to clay soils reduced the specific gravity and plasticity of the soil, and in dry form, it increased the sensitivity of the material to water.289,291 When water was added to the mixture of clay, CCR and FA, a pozzolanic reaction started, which promoted the development of cure strength. The increase in strength with curing time was divided into three zones: active, inert and deterioration (Fig. 42).289,291,292
![[{"id":"cm8nP3Kvw5","type":"paragraph","data":{"text":"Unconfined compressive strength of CCR-stabilized clays. CCR-stabilized clay, OMC, 28 days of curing. Reproduced with permission of the authors from Ref. 291."}}]](/storage/images/resized/VVuVP6i5NjwU5zfZcemSIn557M9phuZ3vRI9tWIp_xl.webp)
In the active zone, the strength increased rapidly with an increase in the CCR fraction. The addition of FA had no significant effect on the increase in strength since the whole amount of Ca(OH)2 present in the mixture reacted with the natural pozzolanic soil material. The FA additive reacted in the deterioration zone when the proportion of CCR in the mixture exceeded the active zone, and there was a shortage of natural pozzolanic material in the soil for the reaction with Ca(OH)2.289,291 The addition of FA increased the maximum dry density of the clay mixture, stabilized by CCR through the compaction effect. The use of a mixture of FA+CCR led to an increase in the strength of unstable clay soil at a later age after 120 days of curing (using 9% CCR+1% FA) (Fig. 43).289
![[{"id":"ixJAspJq0k","type":"paragraph","data":{"text":" Strength development in blended CCR-stabilized samples and CCR-stabilized samples at OMC and different CCR contents for 120 days of curing. Reproduced from Ref. 289 with permission from the American Society of Civil Engineers."}}]](/storage/images/resized/Y2GwMWEqFtb2X1iQLtUiCLXkl5Ex9AfJJhZTwW53_xl.webp)
The addition of 20% FA to CCR-modified clay resulted in a mixture with additional pozzolanic material and contributed to the increased density of the finished soil. An increase in the density of the finished sample occurred due to both an increase in the formed silicates and aluminosilicates and the greater filling of cavities with small FA particles. The optimum CCR and FA contents were 7 and 20%, respectively. The introduction of more ash reduced the strength of the material. The water content used to prepare the sample should be equal to the weight of the OMC for maximum engineering performance. Also, the addition of 20% ash reduced the water absorption capacity of the material.288 Clay samples made in the form of columns and stabilized with CCR--FA showed significant reductions in swelling potential and pressure by 62% (CCR:FA=20:80) and 68% (CCR:FA=20:80), respectively. The addition of a stabilizer influenced the change in the particle size of soils treated with various combinations of CCR and FA impurities, which resulted in a decrease in the clay and silt fraction compared to virgin soil. Thus, for the 20:80 CCR–FA combination, the silt fraction increased to 90% vs 26% in untreated soil, and the clay fraction decreased to 2.5% from 66% for the initial soil. Changes in the percentage of particles in stabilized soil can be associated with chemical reactions that cause short-term flocculation of clay particles by cation exchange. Soils treated with CCR–FA showed a decrease in pore size in the range of 1-15 μm with a higher content of CCR. The maximum increase in pore size was observed at a CCR:FA ratio of 20:80.290
The application of binders A with CCR:FA=40:60 and B with CCR:FA=60:40 increased the strength of the stabilized soil after 3, 7, 28 and 60 days of curing. The maximum UCS values were observed for samples with a content of 12% binder A and a sample with a content of 15% additive B (Fig. 44).159
![[{"id":"98MuaCMLEM","type":"paragraph","data":{"text":" SEM Images of group A soil with 12% binder content for curing times of 3 days (<i>a</i>), 7 days (<i>b</i>), 28 days (<i>c</i>), and 60 days (<i>d</i>). Reproduced from Ref. 159 with permission from Elsevier."}}]](/storage/images/resized/odKEh3EuvHxQBoN39sg36ee2SnxfbffE9SDzJLqA_xl.webp)
At the initial stage, the material had a fairly dense structure. After 3 days of curing, new compounds were observed (circled in Fig. 44a) around the FA particles, which increased over time. Complete mixing between soil particles and newly formed compounds after 28 days with a decrease in cavities in the material led to an increase in the strength of the clay soil (Fig. 44d).
The treatment of gypsum soils with lime or cement can cause noticeable swelling, which leads to a deterioration in the condition of the subgrade or other layers of the foundation.293 To reduce this swelling, two industrial byproducts can be used: CCR and ground GGBS. CCR acts as a GGBS activator that has been used to treat artificial gypsum soil with different binder contents and CS:GGBS ratios vs OPC and curing for 7 days. In the test for soaking for a short time, the modified samples swelled more (0.2-1.0%) than the cemented samples (0.1-0.3%), but with increasing time, this tendency was reversed. The swelling of the CS-GGBS-treated specimens was significantly lower (<0.3%), and the decrease in their strength upon soaking was small (Fig. 45). Cemented specimens upon prolonged contact with water underwent fracture with the formation of cracks, and the swelling value was high (>5.0%).
![[{"id":"ET3hU57WFD","type":"paragraph","data":{"text":"Surface features of treated soils after soaking (CS=CCR). Reproduced from Ref. 293 under the CC BY-NC-ND license."}}]](/storage/images/resized/UTppgDeMcOxFbgjZUob2Rj7BV9o5q8bSIdTTTnxR_xl.webp)
With early soil curing (within 7 days), Ca(OH)2 rapidly converted from CCR to ettringite, and the rate of formation decreased over time. The maximum UCS value after 7 days of curing was shown by a sample with the addition of 10% binder at a CCR:GGBS ratio of 2:8, and after 35 days of curing for a sample modified with 5% of the same additive. For 35-day samples without presoak, 2:8 CCR:GGBS produced the highest strength among binders, while the highest strength occurred at CCR:GGBS=1:9 for 10% binder when stabilized with cement Ca(OH)2 being supplied continuously during cement hydration, which increases the time and degree of swelling of the composite.293
The combination of waste CCR+GGBS+FA+incinerated sewage sludge ash (ISSA) has been successfully tested for carbonation of sediment in a CO2 atmosphere.163 The early development of strength (1 and 7 days) was demonstrated by mixtures with a high Ca content, especially a sample with a 20% CCR content, due to the formation of a large amount of carbonate on the surface of the model soil in a CO2 atmosphere. This method proved to be ineffective for samples with low Ca (Class-F pulverized fly ash, PFA) and ISSA samples due to the small amount of Ca(OH)2 they contain, which is capable of a carbonation reaction. Low-calcium mixtures gave the highest strength (up to 36.8 MPa) at a later age after 28 days of curing in air, but they were worse in strength than the high-calcium samples. Sediments modified with 20% GGBS were better in strength than the OPC-cured sample because GGBS introduces additional amounts of Ca(OH)2 into the mixture, which are capable of pozzolanic reaction with silica to form silicates. The use of GGBS in the curing of CO2 can be considered a new way of obtaining high-strength blocks that meet technical and environmental requirements. The ISSA blocks were much stronger than the other samples. Despite this, synthetic materials with ISSA and large additions of Ca-component neutralizing heavy metals can find their practical application.163
Unlike the commercial product CaO, CL has a layered structure, a large surface area and a smaller particle size and can be used as a high-calcium stabilizing additive for unstable soils.197 The best characteristics were demonstrated by samples with the addition of 10% CaO+20% FA after 28 days of curing. The strength of such a sample was 8 times higher than that of untreated soil (Fig. 46).292
![[{"id":"-8ZmPLWcAj","type":"paragraph","data":{"text":"C20FA5 specimen photographs: an intact specimen before testing (<i>a</i>); 7-day specimen after testing (<i>b</i>); 28-day specimen after testing (<i>c</i>); and 90-day specimen after testing (<i>d</i>). Reproduced from Ref. 292 with permission from Springer."}}]](/storage/images/resized/Xn6yYGbU3RwfdpjQbQTCqvKUEckQwWQ5syVcb5gl_xl.webp)
In the Atterberg test, the amount of 8% CaO was determined, at which the plastic limit converged to a fixed value and was determined as the fixation point. The highest strength value was observed when using 12% CaO. The strength decreased as the number of W-D (wet-dry) cycles increased for the 28-day samples. The addition of 10% CaO+5-10% FA slowed the loss of strength of the samples, which was approximately 2 times higher than the strength of untreated dry soil after 3 wet-drain cycles.292
The use of alkaline activators promotes a more complete geopolymerization reaction. CCR dissolves silicon and aluminium on the surface of the FA particles, resulting in the formation of finer particles with many pores. The formed dissolved Al–Si complexes diffuse from the surface of the particles to the interparticle space, after which a gel phase is formed, caused by polymerization between the added alkaline solution and the Al–Si complexes. The last stage is the curing of the gel phase to obtain a dense matrix. The maximum impregnated strength of the clay-FA geopolymer is found at a Na2SiO3:H2O ratio of 0:6 and an FA substitution ratio of 15%. An increase in the curing temperature to 40 °C promotes a more complete course of the bonding reaction and, accordingly, an increase in the strength of the finished material.5 Alkaline activation with a 50:50 Na2SiO3:NaOH pozzolanic reaction in modified laterite soil with CCR with the addition of 10% FA increased the formation of geopolymeric CSH and NASH hydrate, contributing to the increase in soil strength. Varying the content of the alkaline activator and cementitious additives resulted in materials with different strengths for a certain curing time. The greatest compressive strength of the modified soil at an early age was observed when the ratio of the activator Na2SiO3:NaOH was 50:50 and 30% CCR was used. For soil strength growth at a later age (90 days), a reduced CCR dose of up to 20% and an alkali ratio Na2SiO3:NaOH>80:20 were recommended by the authors.294 Stabilized laterite soil is classified as a lightweight material for roads. Therefore, calcium carbide waste can be recommended for use in soil modification and stabilization as an effective, environmentally friendly and cost-effective stabilizer instead of expensive PC or natural limestone. The maximum strength of Coode island silt (CIS) stabilized with geopolymer FA (without CCR) was obtained at a Na2SiO3:NaOH ratio of 70:30.295 With the addition of 12% CCR, CIS demonstrated 1.5 times greater strength than a similar sample of geopolymer with FA. In addition, the use of CCR waste as a calcium additive is an economical replacement for OPC and requires 22, 23 and 43% less Ca additive by weight than cement to obtain stabilized soils with the same strength of 400 kPa, 600 kPa and 800 kPa.295
Alkali-activated slag (AAS) is a promising reinforcing material for improving the technical characteristics of clay soil. Samples of AAS-stabilized clay exhibit higher shear stress, adhesion and angle of internal friction compared to the untreated sample. The best performance was achieved using 30% AAS. In this case, the shear stress of the unreinforced clay samples increased from 63.2 to 137.4 kPa (117.4%) and from 123.2 to 257.4 kPa (108.9%) at loads of 100 and 500 kPa, respectively.296
Instead of alkali in geopolymerization reactions, soda production wastes with an alkaline pH can be used for the curing of soils with a high water content, such as the resulting mud dumps during dredging. Such soil contains a high percentage of water (110%) and is also often contaminated with toxic substances and heavy metals formed as a result of human activities. Recycling massive volumes of dredged soil is very expensive, and soil stabilization and encapsulation of pollutants is an excellent opportunity for the environment with the creation of practically useful material.297 Composites of SR, carbide slag (CS or CCR) and GGBS are a practical solution for soil stabilization. Modification of the bottom soil with 10-20% GGBS with optimal dosages of SR and CCR of 35 and 6%, respectively, with curing times of 3, 7 and 28 days are shown in Fig. 47. It should be noted that the samples of the modified soil had good resistance in drying-wetting cycles.
![[{"id":"L-BdQkGkoy","type":"paragraph","data":{"text":"Trend chart of each factor for 3-, 7-, and 28-day UCS. Reproduced from Ref. 297 with permission from Elsevier."}}]](/storage/images/resized/o4NgrskllGMFyNkVUH6BaqgV3YHqJN4RdaIVztmx_xl.webp)
The main influence on the 3-day UCS was the percentage of SR, while the percentages of GGBS and CS were not crucial. With 7-day and 28-day cures, the UCS was influenced by the dosages of GGBS, followed by CS and SR. The main products of the stabilized soil hydration were ettringite, calcium chloroaluminate hydrate (Fs) and gismondite, which are responsible for the increase in soil strength and stabilization. The formation of geopolymer products can be expressed by Eqns (42), (43):
During the first two cycles after wetting, the sample masses slightly decreased, which can be explained by the separation of some particles in the clinkers or the dissolution of the mixture components on the sample surface. The stabilized samples have high strength and resistance to wetting (Fig. 48).
![[{"id":"PmgtZo0w8P","type":"paragraph","data":{"text":"Photo of stabilized soil before the drying-wetting cycle (<i>a</i>) and after the 5th drying-wetting cycle (<i>b</i>). 1 - 30% SR, 4% CCR, 10%GGBS, 76.39% water content; 2 - 30% SR, 6% CCR, 15% GGBS, 72.85% water content; 3 - 30% SR, 8% CCR, 20% GGBS, 69.62% water content. Reproduced from Ref. 297 with permission from Elsevier."}}]](/storage/images/resized/DKeSOeVaoQtVXb7xkzwD8jhdi8CaxZnrCEi1ek8p_xl.webp)
Recycled glass powder (RGP) can be used as an alkaline CCR activator to improve the properties of clay soils.298 The values of the UCS and failure strain (εf) of samples stabilized with the CCR-RGP geopolymer increased compared to untreated clay when using the 5% OPC+>9% RGP additive. Improvement of characteristics occurred in the early period after 28 days of curing and remained almost unchanged. The dependence of the change in strength on the CCR additive (0, 4, 7, 10 and 13%) and the curing time (7, 28 and 91 days) at a fixed RGP content of 9% is shown in Fig. 49.
![[{"id":"pb7Rc5wyrJ","type":"paragraph","data":{"text":"Effect of RGP replacement on the unconfined compres sive strength of the CCR-RGP geopolymer at fixed CCR=7%. C is CCR, G is RGP. Cured at 25°C. Reproduced from Ref. 298 with permission from Elsevier."}}]](/storage/images/resized/ImO8DW8wqTkaDIY8O3RhvtzYP5MUJVqgN4mIRcWD_xl.webp)
The addition of 0-7% CCR increased UCS and ef, while for a larger amount of CCR (10% and 13%), these values decreased. Increasing the CCR content increased the viscosity of the alkaline activator, which prevented the alumina and silica particles from leaching. A significant increase in the strength of samples stabilized with the CCR-RGP geopolymer occurred during long-term curing (91 days). An increase in the curing temperature from 25 °C to 70 °C also contributes to an increase in the strength of the composite material due to a more complete pozzolanic reaction. The 28-day C7G9 sample cured at 70 °C showed the maximum UCS (1.68 MPa) compared to the other samples.298
To impart greater strength to geopolymers, various additives and fillers were introduced such as slags, waste concrete, crushed stone, etc., while almost everywhere, the positive effect of CCR was noted for improving the strength of materials, which is related to the pozzolanic reaction, especially at elevated temperatures (40 °C).160 The water treatment residue (WTR) made of clay and CCR can be used for synthetic binders. However, a very high CCR content in the mixture can also have a negative effect, since not all of the CaO is consumed for binding to silicates and aluminosilicates. The increase in strength from the quantitative composition of the WTS-CCR geopolymer components also corresponded to the general distribution (see Fig. 49). The optimal ratio of the clay mixture: WTR:CCR, equal to 40:40:20%, had a compressive strength of 2.95 MPa and a permeability coefficient of 6.6 ×10–8 cm s–1 after 56 days of curing. In addition to good strength characteristics, such material has high workability and can be used for the construction of landfills.299
Marine sediments, bottom silt, raised to the surface during navigation dredging form dumps. In addition, bottom sediments are often contaminated with organic and inorganic substances formed as a result of human activities and must be disposed of, which is expensive. Another approach is their deactivation and application in human life. A 'green' method for the restoration of contaminated deposits by hardening with calcium compounds and subsequent carbonization was reported.300 This approach is very promising because it combines the transformation of various types of waste with the production of useful products. CCR, as a calcium raw material, can be useful for stabilizing bottom sludge (remolded sludge), drastically changing its characteristics. CCR-modified remolded sludge had a dramatic increase in UCS, which increased with cure time. For CCR-modified remolded sludge, the authors distinguish two zones of strength development, not three, as other authors apply to CCR-containing composites. In the first zone, the strength of the binder increased with an increase in the CCR content in the mixture from 0 to 10% (10% is the fixation point). With the addition of CCR in amounts exceeding this value, the ability of the reformed sludge to absorb Ca2+ ions from CCR and react with SiO2 and Al2O3 from the soil was significantly reduced (deterioration zone).301,302
Bagasse ash (BA) is a waste generated during the processing of vegetables. It is characterized by a high content of silica, alumina and ferrite and a low density (significantly less than that of ordinary soil) and can be considered a pozzolanic material when combined with Ca substrates. Thus, the BA-CCR combination is a promising binder. The best ratio providing high technical parameters of the soil is BA:CCR=40:60%.267,268,277,282 In the early period of curing, there was no increase in the tensile strength of the stabilized soil. The authors attributed this to the ongoing ion exchange reaction between Na+ and K+ in the soil and Ca(OH)2, which was formed when CCR dissolved in water. As a result, flocculation and agglomeration occurred, leading to a decrease in the plasticity index. Hydrolysis of CCR with water produced a very high pH and then rapidly dissolved amorphous Si and Al. Amorphous Si from BA acted as a reactant in the pozzolanic reaction due to high reactivity in a base solution compared to other Si oxides in clay. Among the geopolymerization products, cement products CASH, ettringite and gismondine were identified by microstructural analysis using XRD.267,268 Ettringite and gismondine were the main products found in stabilized clay with a mixture of CCR and BA at room temperature. Cement gels, metal silicate hydrates, fill the pore spaces in the material, making it more durable and increasing the density of the material. The original soil water content of 1.2 OMCs is preferable for initiating physical and chemical processes. The strength of the CCR–BA-modified clay after 28 days of curing was higher than that of the soil with the addition of cement. A significant increase in the unrestricted compressive and tensile strength of the stabilized BA-CCR soil occurred after curing for more than 60 days, when a pozzolanic reaction occurred between the components of the additive with the formation of CSH. The greatest increase in strength is observed after 28 days, when the OMC in the material decreases. The authors noted that a 4% CCR lime fixation point (LFP) supplemented with 9% BA was optimal.282 The addition of 9% additive (40% BA+60% CCR) decreased the plasticity index of the treated clay and increased the UCS in the Atterberg test under standard conditions (temperature of 25 °C). The obtained material demonstrated the best properties after 36 days without changes after further exposure for up to 56 days.303 The addition of water switched the pozzolanic reaction with the formation of gels of calcium silicate hydrates, which filled the cavities in the modified soil samples. Thus, the stabilization of curing Ketapang peat using 20 and 30% CCR-BA binder additive (40% BA+60% CCR) and 498% water after 7 days of curing increases the specific gravity of the stabilized soil from 1.47 to 1.95. The use of 548 and 598% water resulted in samples with specific gravities of 2 and 2.1, respectively. The void ratio of the samples decreased from 3.4 to 2.9 when using 498 and 598% water after 21 days at a 20% CCR-BA content and remained almost unchanged until 36 days.277 The addition of 6% BA to CCR reduced the UCS of CCR-BA-modified soil compared to CCR-modified soil.281 The addition of 9% BA to 8% CCR was optimal for improving soil strength (Fig. 50).282 The addition of BA to CCR-modified soils increased the cure time and contributed to the development of material strength over long cure times.
![[{"id":"mZBkZ_H0yr","type":"paragraph","data":{"text":"The effect of curing period on unconfined compressive strength in soil, bagasse ash, and CCR mixtures. Reproduced from Ref. 282 under the Creative Common 4.0 licence."}}]](/storage/images/resized/dxlSZE5uxzC8nns8EfRxmQ97CTz8zgMvbCK1ICJR_xl.webp)
The authors attempted to improve the properties of the modified BA-CCR (9 and 8%, respectively) soil by adding 1-2% polyester fibers.283 The shear strength of a primer-BA-CCR composite with and without fibre inclusion increased significantly due to the amount of BA, cure time and the inclusion of synthetic fibres (Fig. 51). Interestingly, the curve corresponding to the 20% VA+4% CCR content in clay almost completely coincided with the curve of the 10% VA content with the addition of polyester.304 Polyester fibres acted as a reinforcing component and increased the adhesion between the components of the mixture, thereby increasing the shear strength and ductility of the stabilized soil without affecting the strength and MDD.283,304
![[{"id":"sbPpZiksJP","type":"paragraph","data":{"text":"Shear strength vs curing time of stabilized soil of various bagasse ash contents for cases with (W) and without (WT) fibre reinforcement. Reproduced from Ref. 304 under the Creative Common 3.0 licence."}}]](/storage/images/resized/F0iBSWCToK3LyN6gT8sgbTY0L24x4nZ55ivxd25O_xl.webp)
Rice husk is a byproduct of crop production in tropical and subtropical climates that is produced in large amounts and must be burned. Additional sources of RHA waste are biomass-fired power plants. Similar to BA, a mixture of RHA and CCR can be used as an environmentally friendly binder to stabilize fine-grained soils. The use of both the CCR and CCR-BA combination results in a decrease in the plasticity index of the soil and an increase in the UCS (Fig. 52).305 The highest UCS values were demonstrated by the sample containing 40% BA both in the early (7 days) and late (90 days) curing periods.
![[{"id":"8CsXud8CpF","type":"paragraph","data":{"text":"UCS of the soil treated with different amounts of CCR. Reproduced from Ref. 305 under Creative Common 4.0 licence."}}]](/storage/images/resized/a5oV2gp8UrOCsr7E8hwEo7Aqe2rmSKl1DDvc6AyZ_xl.webp)
Similar results were obtained for the samples of modified soft peat clay with the addition of up to 20% binder additive306 as well as when modifying clay-clay soils with an addition of 10% CCR and 20% ash corn cobs.307 Improved results were demonstrated for expansive soils: reducing swelling potential, fracture toughness, water content and brittleness, which were obtained by adding RHA:CCR in a ratio of 65:35 and adding 15% water at a common moisture content 1.2 times higher than OMC.301 SEM images of soil treated with CRH40 (addition of 60% CCR+40% RHA) demonstrated the formation of products of the pozzolanic reaction - acicular particles of ettringite and lamellar crystals of portlandite, as well as the cementing gel CSH, which covered most of the particles (Fig. 53). Moreover, the formation of CSH increased with curing time. After 28 days, large particles of modified soil became covered with CSH (Fig. 53b), the soil became more compacted, and the number of pore cavities was significantly reduced.305
![[{"id":"cRMsqPiIzd","type":"paragraph","data":{"text":"SEM images of cured soil samples treated with CRH40 binder for 7 (<i>a</i>) and 28 days (<i>b</i>). Reproduced from Ref. 305 under the Creative Common 4.0 license."}}]](/storage/images/resized/1oEGokLdTua1xsMLOBd4KuUKdqO3f5pfN2AxkVXh_xl.webp)
The efficiency of the modifier CCR–RHA was higher than that of OPC-RHA because CCR contains more pozzolanic materials. A total of 216 kg of OPC is required (20% addition) or 113 kg of OPC using CCR (10% OPC+10% CCR) to stabilize 1 m3 of peat clay to the optimal UCS.306 The stabilization of black cotton soil with RHA and CL (RHA 20%+CL 8%) addition of RHA can be improved by treatment with 1% NaCl and 1% NaOH. Sodium chloride in the presence of water reacted with CL and gave sodium-calcium silicate. The addition of sodium salts increased the pH of the composite and caused a reaction with silica from BC and RHA to form silicates and aluminosilicates of the alkali metals CSH, CASH, sodium calcium-aluminium silicate hydrate (SCASH) and sodium calcium silicate hydrate (SCSH), which increased the strength of the composite. The strength values ranged from 398 to 2726 kPa and from 396 to 2980 kPa with a fast cure by 90 days of cure time. The modified soil showed higher strength values than the native soil due to the formation of a more voluminous hydrated gel that held the composite particles together and filled the cavities.308 Mango kernel ash (MKA) - industrial waste from fruit processing - is a cheap and promising stabilizing agent for priming rural roads. The use of MKA with CCR and lime significantly changed the properties of the soil, reducing its plasticity by 57% and making it more convenient to cultivate by improving the CBR and UCS values (Fig. 54).309
![[{"id":"wyAe9iUDki","type":"paragraph","data":{"text":"Effect of MKA+4% CCR addition on UCS values of soil. The change in the strength of composites of various compositions (0-20% MKA, 2-6% CCR, 2-6% limestone) <i>vs</i> curing time. Reproduced from Ref. 309 with permission from Elsevier."}}]](/storage/images/resized/bWVTeYWUmQ7RshVCzrK6g3OO5q7Axc39Y8widWk8_xl.webp)
Stabilization of expansive soils by adding MKA increased the UCS and CBR values by 80% and 93%, respectively, compared to the usual soil. The greatest increase in strength was noted in the early period up to 14 days, after which the increase in UCS and CBR became insignificant. The sample stabilized with 15% MKA with 4% CCR for all cure periods shows the highest UCS value in all cure periods. In addition, a 95% increase in UCS for MKA-CCR-modified soils was observed after 28 days of curing. However, the maximum CBR value was demonstrated by a soil sample supplemented with 20% MKA and 4% CCR. The UCS value increased by 90% and 95% with the addition of 15% MKA with 6% CCR and 4% lime compared to the optimal mixtures by 90% and 94% compared to the optimal mixtures of 20% MKA, and the gain was almost the same. The free swell index (FSI) has also been reduced from 140 to 45% by adding MKA and CCR to large soils.310 Thus, new binders containing CCR and other waste types can serve as effective soil reinforcement materials and new environmentally friendly roads and building materials.
5. Conclusion
Manufacturing of acetylene according to the carbide method is inextricably linked with the generation of CCR. Comparing hydrocarbon-based and carbide approaches in acetylene production, it can be concluded that the carbide path is not dependent on raw oil and can be closed. However, the carbide route is associated with the release of a by-product such as CCR. In many papers, CCR is considered waste. The main aim of this review was to demonstrate that CCR is a more promising material and chemical agent than a waste product in many areas.
Calcium carbide residue can be used both as an individual cementing material and as an additive to OPC to improve the engineering properties of binders. Other wastes, such as FA and GGBS, can be combined with CCR to modify the desired concretes and improve the strength characteristics, chloride resistance, and setting time. Building and/or repairing roads with secondarily used old building materials as fillers seems to be promising. Considering the ecological impact of OPC production, using CCR as an alternative is economically and environmentally more beneficial. The simple reaction of CCR with CO2 generates calcium carbonate, which is a valuable option in CO2 capturing technologies. Many exciting CO2 sorbents based on CCR have been developed instead of the traditionally used limestone to decrease the total amount of carbon dioxide in the atmosphere. Clay building materials modified with Ca-containing wastes meet the required building standards and have promising results for practical use in the construction of objects used under mild conditions at low humidity. Moreover, the stabilization of clay soils with CCR improves the properties of soils and stabilizes them. It has been shown that the best properties of stabilized soil were achieved with the addition of 8% CCR. Chemical applications of CCR are based on an alkali nature, and a high CaO content determines the sorption and catalytic characteristics of CCR. Processed and unprocessed forms of CCR can be used as a filler for industrial filters for degassing smoke emissions, as well as for the treatment and disinfection of wastewater. The catalytic properties of CCR are used in the synthesis of combustible substances (biofuels) with a high yield from plant and animal biomass.
In conclusion, carbide slag is an excellent high-calcium raw material for industrial applications. Raw form and in combination with other types of waste, CCR can be used in civil and road construction as a binder and curing material, as well as for the production of building materials - bricks, pavements, plaster and other repair materials. Thus, the use of carbide sludge is a promising and affordable replacement for traditional limestone materials. From an environmental and economic point of view, CCR is more beneficial than traditional mineral raw materials.
The work was funded by the Russian Science Foundation (Project No.21-73-20003).
6. List of abbreviations and symbols
AAGG — alkali-activated GGBS;
AAS — alkali-activated slag;
AFm — monosulfide hydrated calcium sulfoaluminate, 3CaO•Al2O3•CaSO4•12H2O;
AFt − calcium hydrosulfoaluminate, Ca6Al2(SO4)3(OH)12•12H2O, ettringite;
AH3 — aluminium hydroxide;
ALM — accumulated loss of mass;
AMD — acid mine drainage;
AN — ammonia nitrogen;
ASTM — American Society for Testing Materials;
BA — bagasse ash;
BCS — black cotton soil;
BFBR — boiler fluidized bed reactor;
BFS — blast furnace slag waste;
BOD — biological oxygen demand;
BOFS — basic oxygen furnace slag;
BPB — by-product of biodiesel;
C3S or Ca3SiO5 — alite;
C4A3S, 4CaO•3Al2O3•SO3 — calcium sulfoaluminate;
CAH — calcium aluminate hydrate;
CaL — Ca-looping;
CASH, C12A7(Ca12Al14O33), C2AS (Ca2Al2SiO7) − calcium aluminosilicates;
CB — crushed brick;
CBR — California bearing ratio;
CC — carbon of coke;
CCH — calcium chloroaluminate hydrate;
CCKD — calcium carbide kiln dust;
CCR — calcium carbide residue;
CEB — compressed earth block;
CFB — circulating fluidized bed boilers;
CIS — Coode island;
CL — carbide lime;
COD — chemical oxygen demand;
CSA — sulfoaluminate cement;
CSBR — mix of RHA, SBE and broken bricks;
CSH2 — gypsum;
CSH, Ca1.5SiO3•4H2O — calcium silicate hydrate;
CSP — calcium superphosphate;
DCCR — dried CCR;
DDP — dodecyl dihydrogen phosphate;
DFT — density functional theory;
DG — desulfurized gypsum;
EC — electrical conductivity;
EDA — 1,2-ethylenediamine;
EG — 1,2-ethylene glycol;
EMR — electrolytic manganese residues;
EPS — expanded polystyrene;
FA — fly ash;
FAME — fatty acid methyl ester;
FBC — fluidized-bed combustor;
FC — mixture of ground fly ash and ground carbide residue;
FFA — free fatty acids;
FSI — free swell index;
GFA — ground fly ash;
GG — ground glass;
GGBS — ground granulated blast slag;
HA–Na — sodium humate;
hemicarbonate — Ca4Al2O7(CO2)0.5•12H2O;
HMA — hot mix asphalt;
hydrotalcite — double magnesium aluminium hydroxide carbonate, Mg6Al2(OH)16CO3•4H2O;
IGF — industrial grate furnaces;
ISSA — incinerated sewage sludge ash;
LA — liquid acetylene;
LF, LSF — limestone filler;
LFP — lime fixation point;
LL — liquid limit;
LSA — liquid solid acetylene;
MD — mushroom dreg;
MDD — maximum dry density;
MKA — mango kernel ash;
MSWI — municipal solid waste incineration;
NASH — sodium sulfoaluminate hydrate;
OMC — optimum moisture content;
OPC — ordinary Portland cement;
OSLB — optimum subgrade lime blend;
PC — Portland cement;
PCC — precipitated calcium carbonate;
PCFB — pulverized coal-fired boilers;
PFA — pulverized fly ash;
PI — plasticity index;
PL — plastic limit;
PVC — polyvinyl chloride;
RAP — reclaimed asphalt pavement;
RCA — recycled concrete aggregates;
RGP — recycled glass powder;
RHA — rice husk ash;
RM — red mud;
RS — reduced sugar;
S — slag;
SA — "solid" acetylene;
SBE — spent bleaching earth;
SCASH — sodium calcium-aluminium silicate hydrate;
SCSH — sodium calcium silicate hydrate;
SR — soda residue;
SS — steelmaking slag;
TCLP — toxicity characteristic leaching procedure;
TMC — termite mound clay soil;
TN — total nitrogen;
TSS — total suspended solids;
UCS — unconfined compressive strength;
VFA — volatile fatty acids;
WGCS — wet-ground carbide slag;
WLM — white lime mud;
WTR — water treatment residue;
XRD — X-ray diffraction.